
 Реквизиты
Реквизиты Сотрудничество
Сотрудничество Договор – оферта
Договор – оферта HR
HR
 Вэб разработка
Вэб разработка



 СПК
СПК Ultra
Ultra
 ACmaster
ACmaster





WORD TO PDF
Converting ( About 1 minute to done)
Convert Result

























К.1 Соотношение сторон для воздуховодов прямоугольных сечений не должно превышать 1:4. Размеры воздуховодов следует уточнять по данным заводов-изготовителей.
К.2 Толщину листовой стали для воздуховодов, по которым перемещается воздух температурой не выше 80°С, следует принимать, не более:
| для воздуховодов круглого сечения -диаметром, мм: | |
|---|---|
| до 200 включительно | 0.5 |
| до 450 включительно | 0.6 |
| до 800 включительно | 0.7 |
| до 1250 включительно | 1.0 |
| до 1600 включительно | 1.2 |
| до 2000 включительно | 1.4 |
| для воздуховодов прямоугольного сечения -размером большей стороны, мм: | |
| до 250 включительно | 0.5 |
| до 1000 включительно | 0.7 |
| до 2000 включительно | 0.9 |
Указанные значения применимы для фальцевых воздуховодов и не распространяются на воздуховоды для технологических систем (аспирация, пневмотранспорт и др).
Для сварных воздуховодов толщина стали определяется по условиям производства сварных работ. Для черной стали от 1,5 мм до 2,0 мм.
К.3 Для воздуховодов, по которым предусматривается перемещение воздуха температурой более 80 °C или воздуха с механическими примесями, или абразивной пылью, толщину стали и материал следует выбирать с учетом устойчивости к воздействию и долговечностью.
К.4 Для воздуховодов с нормируемыми пределами огнестойкости толщину стали следует принимать согласно сводам правил по пожарной безопасности, обеспечивающим выполнение требований [3].
Калькулятор НДС, который может работать как онлайн, так и при отсутствии Интернета. Достаточно просто открыть сохраненную ссылку, и если в этот момент не будет связи, то это не помешает как выделить, так и начислить НДС. Получить итоговую сумму прописью, так и отдельные ее части. Скопировать в буфер обмена.
Возможно указать шаблон, по которому будет составляться сумма прописью.
Для того чтобы посчитать НДС по нескольким позициями товаров или услуг, нужно использовать кнопку "Добавить в таблицу". Аналогично, в этом случае будет доступна сумму прописью для общего итога.
Последние введенные значения будут сохранены на этом устройстве. Поэтому, открыв в следующий раз эту страницу, не будет надобности в повторной настройке.
В Российской Федерации применяются три ставки НДС: 20%, 10% и 0%. Ставка 20% используеются для большинства операций. Пониженная ставка в 10% устанавливается для перечня товарвов и услуг, указанных в п.2 ст. 164 Налогового Кодекса РФ. К числу которых относится, например, реализация социально-значимых товаров. Нулевая ставка применеятся при экспорте и ряде других операций, полный перечень которых можно найти в пунтке 3 той же статьи.
В калькуляторе использованы следующие формулы:
Сумма НДС = Сумма без НДС х Ставка НДС.
Сумма, включая НДС = Сумма без НДС + Сумма НДС = Сумма без НДС х (100% + Ставка НДС)
Сумма без НДС = Сумма, включая НДС / (100% + Ставка НДС)
Расчет имеет справочный характер и не может быть основанием для совершения юридически-значимых действий.
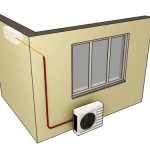
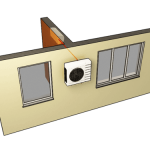
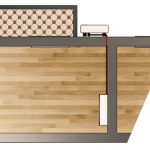
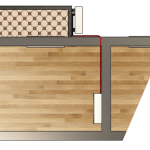
Утка Прямая 1️⃣ 
Утка Радиусная 2️⃣ 
Утка Смещение оси 3️⃣ 
Утка гусак прямая 4️⃣ 
Утка гусак радиусная 5️⃣ 
 Длина переходов может быть любой, но существуют рекомендации по длине переходов:
Длина переходов может быть любой, но существуют рекомендации по длине переходов:
 ➖ 300 мм, если периметр перехода составляет ◀️ 2500 мм;
➖ 300 мм, если периметр перехода составляет ◀️ 2500 мм;
➖ 500 мм, если периметр перехода составляет ▶️ 2500 мм.
Ductmaster Арктика Галвент
Тип
 1️⃣ 3️⃣ 3️⃣
1️⃣ 3️⃣ 3️⃣
 2️⃣ 4️⃣ 5️⃣
2️⃣ 4️⃣ 5️⃣
 3️⃣ 2️⃣ 2️⃣
3️⃣ 2️⃣ 2️⃣
 4️⃣ 1️⃣ 1️⃣
4️⃣ 1️⃣ 1️⃣
 5️⃣ 5️⃣ 4️⃣
5️⃣ 5️⃣ 4️⃣
 6️⃣ 6️⃣ 6️⃣
6️⃣ 6️⃣ 6️⃣
Прямоугольные  воздуховоды изготавливают в любых типоразмерах.
воздуховоды изготавливают в любых типоразмерах.
 ➖ 1️⃣2️⃣5️⃣0️⃣ мм при соединении
➖ 1️⃣2️⃣5️⃣0️⃣ мм при соединении  🟰
🟰  ➕
➕ или без.
или без.
➖ 1️⃣3️⃣4️⃣0️⃣ мм при соединении TDC/F 2️⃣0️⃣.
➖1️⃣3️⃣8️⃣0️⃣ мм при соединении ТDС/F 3️⃣0️⃣.
➖ 1️⃣3️⃣9️⃣0️⃣ мм при соединении ТDС/F 3️⃣0️⃣.
➖ 1️⃣4️⃣1️⃣0️⃣ мм при соединении TDC/F 2️⃣0️⃣.
➖ 1️⃣5️⃣0️⃣0️⃣ мм при соединении шинореечным  профилем.
профилем.
При ➖3️⃣0️⃣0️⃣мм и меньше, изделие считается врезкой. 
 |
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ | ГОСТ Р ЕН 779-2007 |
Фильтры очистки воздуха общего назначения
ОПРЕДЕЛЕНИЕ ЭФФЕКТИВНОСТИ ФИЛЬТРАЦИИ
EN 779:2002 Particulate air filters for general ventilation – Determination of the filtration performance (IDT)
 |
Москва Стандартинформ 2008 |
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. № 184-ФЗ «О техническом регулировании», а правила применения национальных стандартов Российской Федерации – ГОСТ Р 1.0-2004 «Стандартизация в Российской Федерации. Основные положения»
Сведения о стандарте
1 ПОДГОТОВЛЕН Общероссийской общественной организацией «Ассоциация инженеров по контролю микрозагрязнений» (АСИНКОМ) на основе собственного аутентичного перевода стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК184 «Обеспечение промышленной чистоты»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 27 декабря 2007 г. № 616-ст
4 Настоящий стандарт идентичен европейскому стандарту ЕН 779:2002 «Фильтры очистки воздуха общего назначения. Определение эффективности фильтрации» (EN 779:2002 «Particulate airfilters for general ventilation – Determination of the filtration performance»).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты, сведения о которых приведены в дополнительном приложении F
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок – вежемесячно издаваемых информационных указателях «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования –на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
СОДЕРЖАНИЕ
| 1 Область применения. 2
2 Нормативные ссылки. 2 3 Термины и определения. 3 4 Обозначения и сокращения. 4 5 Требования. 5 6 Классификация. 5 7 Испытательное оборудование. 5 7.1 Условия проведения испытаний. 5 7.2 Стенд для испытаний. 5 7.3 Получение аэрозолей. 7 7.4 Система отбора проб аэрозоля. 7 7.5 Измерение потока. 8 7.6 Счетчик частиц. 8 7.7 Оборудование для измерения перепада давления. 8 7.8 Линия подачи пыли. 8 8 Параметры испытательного стенда и аппаратуры.. 10 8.1 Равномерность распределения скорости потока воздуха в сечении испытательного канала. 10 8.2 Однородность распределения аэрозолей в сечении испытательного канала. 10 8.3 Калибровка счетчика частиц. 11 8.4 Испытание счетчика частиц на нулевой счет. 11 8.5 Испытание счетчика частиц на ошибку совпадения. 11 8.6 Испытания на 100%-ную эффективность. 11 8.7 Испытания при отсутствии фильтра. 11 8.8 Время выхода на рабочий режим генератора аэрозолей. 11 8.9 Калибровка оборудования для измерения давления. 11 8.10 Проверка перепада давления. 12 8.11 Производительность генератора пыли. 12 8.12 Нейтрализатор. 12 8.13 Общие требования к параметрам.. 12 8.14 Техническое обслуживание оборудования. 13 9 Материалы для испытаний. 13 9.1 Воздух для испытаний. 13 9.2 Контрольный аэрозоль. 13 9.3 Пыль, подаваемая на фильтр. 14 9.4 Финишный фильтр. 14 10 Проведение испытаний. 14 10.1 Подготовка фильтра к испытаниям.. 14 10.2 Начальный перепад давления. 14 10.3 Начальная эффективность. 14 10.4 Подача пыли на фильтр. 15 11 Погрешности вычислений результатов испытаний. 16 12 Отчет. 17 12.1 Общие положения. 17 12.2 Выводы.. 21 12.3 Эффективность. 22 12.4 Перепад давления и расход воздуха. 22 12.5 Пылезадерживающая способность и пылеемкость. 22 12.6 Маркировка. 22 Приложение А (обязательное)Порядок снятия статического заряда. 23 Приложение В (справочное)Отделение частиц от фильтров. 24 Приложение С (справочное)Комментарии. 25 Приложение D (справочное)Расчет перепада давления. 27 Приложение Е (справочное)Отчет об испытаниях. 28 Приложение F (справочное)Сведения о соответствии национальных стандартов Российской Федерации ссылочным международным (региональным) стандартам.. 34 Библиография. 34 |
Введение
Общие положения
Методы испытаний, приведенные в настоящем стандарте, разработаны на основе ЕН 779:1993 и Евровент 4/9:1997. Сохранена принципиальная схема установки по ЕН 779 с исключением оборудования для испытаний по атмосферному аэрозолю, вместо которого предусматриваются испытания с использованием аэрозоля DEHS (или аналогичного материала), который равномерно распыляется до испытуемого фильтра по поперечному сечению воздуховода. Эффективность фильтра определяется по соотношению концентрации частиц в воздухе до фильтра и после него с помощью оптического счетчика частиц.
Классификация фильтров
Сохранена классификация по ЕН 779:1993 1) , по группам F и G, но методика определения класса фильтра основана на оценке средней эффективности фильтрации по жидким частицам DEHS с диаметром 0,4 мкм. Для классификации F фильтров используются частицы 0,4 мкм, поскольку практика подтвердила, что этот метод и метод по ЕН 779:1993 дают близкие результаты. Если по результатам испытаний фильтр имеет среднюю эффективность 40 %, то его относят к группе G, внутри которой присваивается класс по среднему удержанию пыли.
________
1) Классификация по ЕН 779:1993 введена в России в ГОСТ Р 51251-99 (прим. ТК 184).
Контрольный аэрозоль
При испытаниях на эффективность применяется аэрозоль DEHS (или эквивалентный) по следующим причинам:
– используется значительная часть оборудования, предусматриваемого Евровент 4/9, которое освоено пользователями;
-можно легко получать однородные аэрозоли жидкостей с требуемыми концентрациями и размерами частиц;
– DEHS может использоваться как нейтральный контрольный аэрозоль, который может не иметь электрического заряда или быть заряжен до уровня равновесного заряда Больцмана. По настоящему стандарту аэрозоль следует привести к распределению зарядов Больцмана;
– для калибровки счетчиков частиц используются сферические латексные частицы. Оптические счетчики частиц обладают большей точностью для сферических жидких частиц, чем для несферических твердых частиц соли и контрольной пыли.
Аэрозоли следует привести к распределению зарядов Больцмана, чтобы они соответствовали распределению зарядов в атмосферных аэрозолях при установившемся состоянии.
Характеристики фильтров
В приложениях А и В рассмотрены отделение частиц от фильтра и снятие электростатического эффекта.
Действие некоторых типов фильтровального материала основано на электростатическом эффекте, который позволяет достичь высокой эффективности фильтрации при низком сопротивлении потоку воздуха. Отдельные виды частиц, например, продукты горения или масляный туман, могут нейтрализовать заряд и снизить эффективность фильтрации. Пользователям следует знать о таком свойстве электростатических фильтров. Важно также обнаруживать снижение эффективности фильтрации. Соответствующая методика испытаний дана в приложении А . Она позволяет определить, зависит ли эффективность фильтра от механизма удержания частиц за счет электростатического эффекта, и получить количественную информацию о его влиянии.
В идеальном процессе фильтрации каждая частица удерживается волокном фильтра при первом соприкосновении с ним, но другие частицы могут повлиять на уже осевшую частицу, в результате чего она может быть унесена потоком воздуха. Волокна и частицы самого фильтра также могут отделяться за счет механических сил. Причины выделения волокон и частиц могут представлять интерес для пользователя, но их нельзя установить с помощью оптического счетчика частиц.
ГОСТ Р EH 779-2007
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
| Фильтры очистки воздуха общего назначения
ОПРЕДЕЛЕНИЕ ЭФФЕКТИВНОСТИ ФИЛЬТРАЦИИ Particulate air filters for general ventilation. Determination of the filtration performance |
Дата введения – 2008-10-01
Настоящий стандарт устанавливает классификацию фильтров очистки воздуха общего назначения и методы определения их эффективности. Приводятся требования к контрольным аэрозолям, приборам и оборудованию, используемым при определении эффективности фильтров, а также к оформлению результатов испытаний.
В настоящем стандарте использованы ссылки на следующие стандарты:
ЕН 1822-1:1998 Высокоэффективные фильтры очистки воздуха. Часть 1. Требования, испытания, маркировка
ИСО 2854:1976 Статистическая интерпретация данных. Методы оценки и контроля, относящиеся к средним значениям и разбросу значений
ИСО 5167-1:2004 Измерение потока жидкости при помощи датчиков избыточного давления. Часть 1. Диафрагмы, клапаны и трубки Вентури, встроенные в круглое поперечное сечение полых воздуховодов
ИСО 12103-1:1997 Транспорт дорожный. Испытательная пыль для оценки фильтра. Часть 1. Испытательная пыль пустынь Аризоны
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 пылезадерживающая способность (arrestance): Удаление пыли из воздуха, оцениваемое в процентах по массе пыли.
3.2 средняя пылезадерживающая способность (average arrestance): Отношение массы задержанной фильтром пыли к массе пыли в воздухе до фильтра до достижения предельного перепада давления. Средняя пылезадерживающая способность используется для классификации фильтров группы G и выражается в процентах.
3.3 средняя эффективность (average efficiency), Е т , %: Среднее значение эффективности фильтра при различных пылевых нагрузках до достижения фильтром предельного значения перепада давления. Средняя эффективность используется для классификации фильтров группы F и выражается в процентах.
3.4 средняя эффективность для диапазона размеров (average efficiency), Е i,j , %: Средняя эффективность для диапазона размеров i для различных интервалов пылевой нагрузки j , выраженная в процентах.
3.5 заряженный фильтр (charged filter): Фильтр с электростатическим зарядом или поляризованный фильтр.
3.6 фильтр грубой очистки (coarse filter): Фильтр, имеющий классификационное обозначение от G1 floG4.
3.7 интенсивность счета (counting rate): Число событий, сосчитанных в единицу времени.
3.8 DEHS или диэтилгексилсебацинат (DEHS – DiEthylHexylSebacate): Жидкость для получения контрольных аэрозолей.
3.9 пылеемкость (dust holding capacity): Масса задержанной фильтром пыли вплоть до достижения предельного перепада давления на нем, выражаемая в граммах.
3.10 площадь входного сечения (face area): Внутреннее сечение воздуховода непосредственно перед контролируемым фильтром (например, площадь сечения 0,61 м × 0,61 м = 0,37 м 2 ).
3.11 фронтальная скорость (face velocity): Значение, получаемое в результате деления расхода воздуха на площадь входного сечения и выраженное в м/с.
3.12 финишный фильтр (final filter): Фильтр очистки воздуха, используемый для задерживания пыли в воздухе, прошедшем через испытуемый фильтр.
3.13 предельный (конечный) перепад давления, рекомендуемый (final pressure drop – recommended): Максимальный рабочий перепад давления на фильтре, рекомендуемый изготовителем для определенного расхода воздуха, выраженный в Па.
3.14 предельный (конечный) перепад давления (final pressure drop): Значение перепада давления, до которого в целях классификации измеряются рабочие (эксплуатационные) характеристики фильтра, выраженное в Па.
3.15 фильтр тонкой очистки (fine filter): Фильтр, имеющий классификационное обозначение от F5 до F9.
3.16 НЕРА (ХЕПА) фильтр, фильтр высокой эффективности (НЕРА filter): Фильтр очистки воздуха высокой эффективности, имеющий классификационное обозначение от НЮ до Н14 по ЕН 1822-1. Используется для очистки воздуха, поступающего в испытательный стенд.
3.17 ULPA (УЛЬПА) фильтр, фильтр сверхвысокой эффективности (ULPA filter): Фильтр очистки воздуха с ультранизким проскоком частиц, имеющий классификационное обозначение от U15 до U17 по ЕН 1822-1.
3.18 начальная пылезадерживающая способность (initial arrestance): Количество уловленной из первых 30 г поданной на фильтр пыли, выраженное в процентах.
3.19 начальная эффективность (initial efficiency): Эффективность незапыленного фильтра, испытуемого при номинальном расходе воздуха, выраженная в процентах для каждого заданного диапазона размеров частиц.
3.20 начальный перепад давления (initial pressure drop): Перепад давления на чистом фильтре, измеренный при номинальном расходе воздуха, выраженный в Па.
3.21 изокинетический отбор проб (isokinetic sampling): Отбор пробы воздуха, при котором скорость воздуха на входе пробоотборника равна скорости окружающего воздуха в данной точке отбора пробы.
3.22 контрольный аэрозоль (контрольная пыль) (loading dust): Синтетическая пыль, предназначенная для определения пылезадерживающей способности, эффективности фильтра и его пылеемкости.
3.23 средний диаметр (mean diameter): Среднее значение диаметра для данного диапазона размеров, выраженное в мкм.
3.24 скорость воздуха в фильтрующем материале (media velocity): Величина, получаемая в результате деления расхода воздуха на эффективную площадь фильтрования, выраженная в м/с с точностью до трех знаков.
3.25 эффективная площадь фильтрования (net effective filtering area): Площадь фильтрующего материала, удерживающего пыль, выраженная в м 2 .
3.26 нейтрализация (neutralisation): Приведение аэрозоля к распределению зарядов Больцмана (число положительно и отрицательно заряженных ионов в аэрозоле одинаково).
3.27 отскок частиц (particle bounce): Показатель, характеризующий частицы, соприкоснувшиеся с фильтровальным материалом, но не удержанные им.
3.28 размер частиц (particle size): Эквивалентный оптический диаметр частиц.
3.29 концентрация частиц (particle number concentration): Число частиц в единице объема воздуха.
3.30 проскок (penetration): Отношение концентраций частиц после фильтра и до фильтра, выраженное в процентах.
3.31 вторичный унос (re-entrainment): Унос потоком воздуха частиц, первоначально задержанных фильтром.
3.32 отделение (shedding): Попадание в поток воздуха за фильтром частиц из-за эффектов отскока и вторичного уноса частиц, а также выделения волокон или частиц фильтром или фильтрующим материалом.
3.33 синтетическая контрольная пыль (synthetic test dust): Специально подготовленная пыль, предназначенная для определения пылезадерживающей способности, эффективности фильтра и его пылеемкости.
3.34 контрольный расход воздуха (test airflow rate): Объемный расход воздуха через фильтр при проведении испытаний, выраженный в м 3 /с при плотности воздуха 1,2 кг/м 3 .
3.35 контрольный аэрозоль (test aerosol): Аэрозоль, используемый для определения эффективности фильтра.
3.36 контрольный воздух (test air): Воздух, используемый при испытаниях.
В настоящем стандарте использованы следующие обозначения и сокращения:
| А | – пылезадерживающая способность; |
| А j | – пылезадерживающая способность при пылевой нагрузке), %; |
| Am | – средняя пылезадерживающая способность при испытаниях до предельного (конечного) перепада давления, %; |
| CL | – предел концентрации (порог чувствительности) счетчика частиц; |
| CV | – коэффициент вариации; |
| cv i | – коэффициент вариации для диапазона размеров i ; |
| DHC | – пылеемкость, г; |
| di | – диапазон размеров частиц или средних диаметров, мкм; |
| dj | – нижний размер в данном диапазоне, мкм; |
| du | – верхний размер в данном диапазоне, мкм; |
| Ei | – начальная эффективность, %; |
| Ei,j | – средняя эффективность для диапазона размеров i после пылевой нагрузки j ; |
| Em,i | – средняя эффективность для диапазона размеров i при испытаниях до предельного перепада давления,%; |
| Em | – средняя эффективность для частиц с размером 0,4 мкм при испытаниях до предельного перепада давления (используется для целей классификации), %; |
 |
– средняя эффективность, %; |
| F5-F9 | – классы фильтров тонкой очистки; |
| G1-G4 | – классы фильтров грубой очистки; |
| Mj | – масса пыли, подаваемой на фильтр при пылевой нагрузке), г; |
| среднее | – средняя величина; |
| cреднее i | – средняя величина в диапазоне размеров i ; |
| md | – масса пыли в воздуховоде после фильтра, г; |
| mj | – масса пыли, прошедшей через фильтр при пылевой нагрузке), г; |
| mtot | – общая масса пыли, подаваемой на фильтр; |
| m1 | – масса финишного фильтра до подачи пыли; |
| m2 | – масса финишного фильтра после подачи пыли; |
| Ni | – число частиц с размерами, находящимися в диапазоне размеров « i » до фильтра; |
| n | – число точек; |
| ni | – число частиц с размерами, находящимися в диапазоне размеров « i » после фильтра; |
| OPC | – оптический счетчик частиц; |
| P | – давление воздуха, Па; |
| Pa | – абсолютное давление воздуха до фильтра, кПа; |
| Pst | – статическое давление, измеренное в потоке воздуха, кПа; |
| qm | – массовая скорость потока воздуха, кг/с; |
| qv | – расход воздуха на фильтре, м 3 /с; |
| qvf | – расход воздуха на расходомере, м 3 /с; |
| t | – температура воздуха до фильтра, °С; |
| tf | – температура воздуха на расходомере, °С; |
 |
– переменная распределения; |
| U | – неопределенность, %; |
| d | – стандартное отклонение; |
| V | – число степеней свободы; |
| r | – плотность воздуха, кг/м 3 ; |
| j | – относительная влажность воздуха до фильтра, %; |
| Dm | – прирост массы пыли, г; |
| Dm ff | – прирост массы на финишном фильтре, г; |
| Dr | – перепад давления на фильтре, Па; |
| Dr f | – перепад давления на расходомере, Па; |
| Dr 1,20 | – перепад давления на фильтре при плотности воздуха 1,20 кг/м 3 , Па; |
| ANSI | – Американский национальный институт стандартизации; |
| ASHRAE | – Американское общество инженеров по отоплению, холодильной технике и кондиционированию воздуха; |
| ASTM | – американское общество по испытаниям и материалам; |
| CAS | – химические выделения; |
| CEN | – Европейский комитет по стандартизации; |
| EUROVENT | – Европейский комитет производителей оборудования для подготовки воздуха и холодильной техники; |
| ISO | – Международная организация по стандартизации; |
| NORDTEST | – Скандинавское общество по проведению испытаний; |
| VTT | – Центр технических исследований в Финляндии. |
Конструкцией и маркировкой фильтра должна быть исключена возможность его неправильного монтажа. Конструкцией фильтра должна быть обеспечена его плотная посадка в воздуховоде, исключающая утечки по контуру герметизации при соблюдении порядка монтажа.
Фильтр в сборе (фильтр и рама) должен быть изготовлен из материалов, устойчивых к возможному воздействию температуры, влажности и коррозии.
Конструкцией фильтра в сборе должна быть обеспечена устойчивость к механическим воздействиям, которые могут иметь место при обычной эксплуатации. Пыль или волокна, выделенные фильтровальным материалом в поток воздуха, не должны представлять опасности для людей и оборудования.
Фильтры классифицируются по эффективности при следующих условиях:
– расход воздуха 3400 м 3 /ч (0,944 м 3 /с), если изготовитель не задает иное;
– максимальный конечный перепад давления на фильтре грубой очистки (для класса G) 250 Па;
– максимальный конечный перепад давления на фильтре тонкой очистки (для класса F) 450 Па. Классификация эффективности для этих условий приведена в таблице 1 .
Если испытания фильтров проводятся при расходе воздуха и конечном перепаде давления, отличающихся от вышеуказанных, то их классифицируют также по таблице 1 , но с указанием конкретных условий, например G4 (0,7 м 3 /с, 200 Па), F7(1,25 м 3 /с).
Таблица 1 – Классификация фильтров очистки воздуха
| Класс | Конечный перепад давления, Па | Средняя пылезадерживающая способность А т по синтетической пыли, % | Средняя эффективность Е т для частиц с размерами 0,4 мкм, % |
| G1 | 250 | 50 £ А m < 65 | – |
| G2 | 250 | 65 £ Am < 80 | – |
| G3 | 250 | 80 £ Am < 90 | – |
| G4 | 250 | 90 £ Am | – |
| F5 | 450 | – | 40 £ Е т < 60 |
| F6 | 450 | – | 60 £ Е т < 80 |
| F7 | 450 | – | 80 £ Е т < 90 |
| F8 | 450 | – | 90 £ Е т < 95 |
| F9 | 450 | – | 95 £ Е т |
| Примечание – Характеристики атмосферной пыли значительно отличаются от контрольного аэрозоля, используемого при испытаниях. В связи с этим по результатам испытаний трудно судить об эксплутационных характеристиках или сроке службы. На эффективность также отрицательно влияет потеря статического заряда или отделение частиц (см. приложения А и В ) | |||
Для формирования контрольного воздуха может использоваться воздух помещения или наружный воздух. Относительная влажность должна быть менее 75 %. Вытяжной воздух может удаляться наружу либо подаваться внутрь помещения или на рециркуляцию. Измерительное оборудование может накладывать ограничения на температуру контрольного воздуха.
Рекомендуется предусматривать фильтрацию вытяжного воздуха, если в нем могут находиться контрольный аэрозоль или пыль.
Стенд для испытаний (см. рисунок 1 ) состоит из нескольких секций воздуховодов квадратного сечения с внутренними размерами от 616 до 622 мм. Длина секции воздуховода должна быть не менее 1,1 длины фильтра, но не менее 1 м.
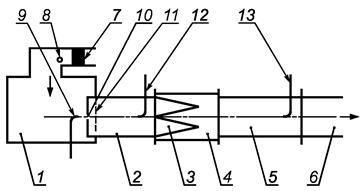
1 – секция воздуховода; 2 – секция воздуховода, 3 – испытуемый фильтр; 4 – секция воздуховода, в которую устанавливается фильтр; 5 – секция воздуховода; 6 – секция воздуховода; 7 – НЕРА-фильтр (не ниже класса Н13); 8 – точка ввода частиц DEHS; 9 – форсунка для ввода пыли; 10 – смешивающее отверстие; 11 – перфорированная пластина; 12 – пробоотборник до фильтра; 13 – пробоотборник после фильтра
Рисунок 1 – Схема испытательного стенда
Воздуховод должен быть выполнен из электропроводного материала, должен быть заземлен, иметь гладкие внутренние поверхности и быть достаточно жестким, чтобы сохранять свою форму при воздействии давления в процессе эксплуатации. Небольшие части воздуховодов могут быть изготовлены из стекла или пластмассы для удобства обзора фильтра и оборудования. Рекомендуется предусматривать смотровые окна для наблюдения заходом испытаний.
НЕРА-фильтры устанавливают до секции воздуховода 7 , в которой происходит распыление аэрозолей и их смешивание с целью обеспечения однородности концетрации до фильтра при испытаниях на эффективность.
В начале секции воздуховода 2 находится смешивающее отверстие 10, в центре которого расположена форсунка для распыления пыли. После форсунки находится перфорированная пластина 11, предназначенная для обеспечения однородности распыления пыли. В последней трети этого воздуховода находится пробоотборник для аэрозоля, подаваемого на фильтр. При испытании на пылеудерживающую способность пробоотборник следует закрыть или снять.
Смешивающее отверстие и перфорированную пластину следует снимать при проведении испытаний на эффективность во избежание образования турбулентности. Для предотвращения систематической ошибки рекомендуется снимать эти элементы при измерении перепада давления.
Секция воздуховода 5 может использоваться для испытаний на эффективность и пылеудерживающую способность. При проведении испытаний на пылеудерживающую способность в эту секцию устанавливают финишный фильтр, а при испытании на эффективность – и пробоотборник (после фильтра). Возможно дублирование секции воздуховода 5 . В этом случае одна часть используется для испытаний на пылеудерживающую способность, а другая – для испытаний на эффективность.
Испытательный стенд может работать как при положительном, так и при отрицательном давлении. При положительном давлении (вентилятор находится до стенда) контрольный аэрозоль и пыль могут попасть в помещение. При отрицательном давлении воздух из помещения может попасть внутрь стенда и привести к изменению числа частиц.
Размеры стенда и расположение отводов для измерения давления приведены на рисунках 2 и 3 . Эти отводы позволяют измерять статическое давление на испытательном фильтре, они располагаются в четырех точках по контуру воздуховода и соединяются между собой кольцевой линией.
Размеры в мм
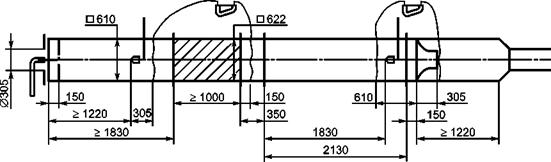
Рисунок 2 – Размеры испытательного стенда
Размеры в мм
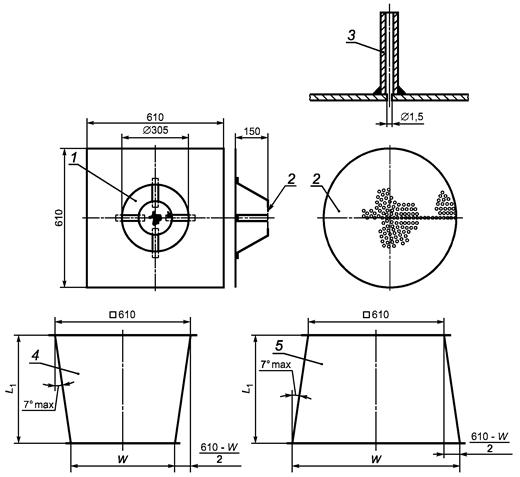
1 – смешивающее отверстие; 2 – перфорированная пластина Ж152 ± 2 мм, отверстия занимают 40 % площади; 3 – отвод для измерения давления; 4 – переходной элемент воздуховода (фильтр меньше сечения воздуховода); 5 – переходной элемент воздуховода (фильтр больше сечения воздуховода)
Рисунок 3 – Элементы испытательного стенда
В секции воздуховода 6 устанавливается измеритель расхода воздуха. В зависимости от типа измерителя расхода воздуха длина этой секции может быть меньше, чем показано на рисунке 2 .
7.3.1 Контрольный аэрозоль DEHS
В состав контрольного аэрозоля входит непереработанный и неразбавленный диэтилгексилсебацинат (DEHS). Может использоваться и другое вещество с аналогичными свойствами. Контрольный аэрозоль DEHS, получаемый с помощью распылителя Ласкина, широко используется при контроле целостности НЕРА и ULPA фильтров.
На рисунке 4 приведена схема установки для получения аэрозолей, в которую входят небольшой флакон с суспензией DEHS и распылитель Ласкина. Для получения аэрозоля на распылитель подается сжатый воздух, не содержащий частиц. Распыляемые капельки подаются непосредственно в испытательный стенд. Давление и поток воздуха в распылителе изменяются в зависимости от расхода воздуха и требуемой концентрации аэрозоля. При расходе воздуха 0,944 м 3 /с давление составляет примерно 17 кПа, что соответствует расходу воздуха в распылителе примерно 0,39 дм 3 /с (1,4 м 3 /ч).
Размеры в мм
1 – воздух не содержащий частиц (давление около 17 кПа); 2 – направление подачи аэрозоля в испытательный стенд; 3 – распылитель Ласкина; 4 – контрольный аэрозоль (например, DEHS); 5 – четыре отверстия 01,0 мм, причем кромка отверстия имеет верхний угол 90° и слегка касается нижней части воротника; 6 – четыре отверстия 02,0 мм непосредственно после трубки в линию с радиальными отверстиями; 7 – нейтрализатор
Рисунок 4 – Система генерирования частиц DEHS
Может использоваться и другой генератор, способный образовывать капельки с удовлетворительными концентрациями при размерах от 0,2 до 3,0 мкм. Пример такого генератора, состоящего из двух контейнеров под давлением и ультразвукового распылителя, работающего от сжатого воздуха, приведен в NF X 44-060 [7 ].
Перед началом испытаний следует отрегулировать концентрацию аэрозоля до фильтра, чтобы достичь устойчивой картины при значениях концентраций ниже уровня ошибки совпадения счетчика частиц.
7.3.2 Нейтрализация аэрозоля
Контрольный аэрозоль следует привести к распределению электростатического заряда Больцмана с помощью генератора бета- или гамма- излучения и активностью не менее 185 МБк (5 мКи) или с помощью ионизатора с коронным разрядом. В последнем случае ионизатор должен иметь ток коронного разряда не менее 3 мкА и быть отрегулирован на генерирование равного количества отрицательных и положительных ионов.
Пробоотборники, расположенные до и после фильтра, должны соединяться со счетчиком частиц жесткими трубками одинаковой длины и геометрии (одинаковым числом изгибов и прямых участков). Пробоотборные трубки должны быть электропроводными, иметь высокую диэлектрическую постоянную и гладкую внутреннюю поверхность (сталь и др.).
Пробоотборники сужающейся формы размещают в центре секций до и после фильтра. Вход пробоотборника должен быть направлен навстречу потоку воздуха параллельно ему. Пробоотборник должен обладать изокинетичностью в пределах 10 % для расхода воздуха 0,944 м 3 /с. Для измерений в других потоках также требуется применять изокинетический отбор проб.
Использование трех одинаковых клапанов позволяет отбирать пробы аэрозоля до фильтра и после него или пропускать чистый воздух через НЕРА фильтр, рисунок 5 . Эти клапаны должны иметь прямоточную конструкцию. Результаты первого измерения не учитывают ввиду возможной потери частиц в пробоотборной системе.
1 – фильтр; 2 – НЕРА-фильтр (чистый воздух); 3 – клапан до фильтра; 4 – клапан чистого воздуха; 5 – клапан после фильтра; 6 – компьютер; 7 – счетчик частиц; 8 – насос
Рисунок 5 – Схема системы отбора проб аэрозоля
Расход воздуха может поддерживаться насосом в счетчике частиц (для счетчиков с малой скоростью отбора проб). Вытяжная линия должна быть присоединена к изокинетическому пробоотборнику, соединенному непосредственно со счетчиком частиц для выполнения условия изокинетичности в пределах ± 10 %.
В воздуховоде, трубках для аэрозолей и счетчике частиц происходит потеря частиц. Следует стремиться к уменьшению потерь, поскольку при малом числе частиц возрастает статистическая ошибка и снижается точность результатов. Влияние потерь частиц может быть сведено к минимуму, если значения потерь при отборе проб до фильтра и после него близки.
Измерение потока следует выполнять с помощью измерительных приборов в соответствии с ИСО 5167-1 (пластины с отверстиями, трубки Вентури и др.).
Неопределенность измерений не должна превышать 5 % измеряемого значения величины при доверительной вероятности 95 %.
Этот метод предусматривает использование оптического счетчика частиц с пороговыми размерами от 0,2 до 0,3 мкм. Эффективность счета оптического счетчика частиц должна быть ³ 50% для частиц с размерами 0,2 мкм. Диапазон размеров частиц должен быть разделен по крайней мере на пять частей, границы которых расположены примерно на равном расстоянии друг от друга по логарифмической шкале.
Более подробная информация и указания о калибровке и работе счетчика частиц приведены в разделе 8 .
Измерение перепада давления следует выполнять в точках воздуховода согласно рисунку 2 . В каждой точке измерения должны находиться четыре соединенных друг с другом отвода, расположенных равномерно по контуру поперечного сечения воздуховода.
Оборудование для измерения перепадов давления должно иметь погрешность ±2 Па в диапазоне от 0 до 70 Па. При перепадах давления более 70 Па погрешность должна быть ±3 % измеряемого значения величины.
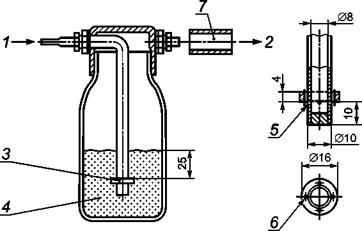
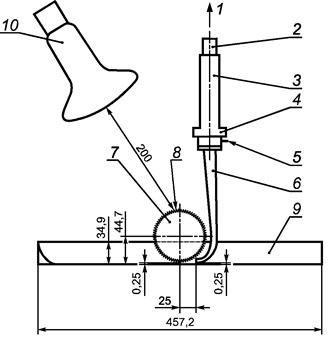
Для испытаний может использоваться любая линия подачи пыли, если она дает те же результаты, что и линия, приведенная на рисунке 6 . Линия предназначена для подачи синтетической пыли к испытуемому фильтру с постоянной скоростью. Определенное количество предварительно взвешенной пыли должно быть помещено на передвижной лоток, который движется с постоянной скоростью, пыль отбирается зубчатым колесом и подается к щели пылеотборной трубки эжектора. Эжектор распыляет пыль с помощью сжатого воздуха и направляет ее в испытательный стенд по линии подачи пыли. Распылительный наконечник должен быть помещен у входа в секцию воздуховода 2 и должен быть коллинеарным с осью воздуховода (соосным с ним). Сжатый воздух должен быть сухим, чистым и не должен содержать масла.
Схема и основные размеры линии подачи пыли приведены на рисунках 6 и 7 . Пылеотборная трубка и линия подачи пыли должны находиться под углом 90°. В реальных ситуациях этот угол может быть меньше.
Размеры в мм
1 – линия подачи пыли (к входному отверстию подачи контрольной пыли); 2 – тонкостенная трубка с гальваническим покрытием; 3 – эжектор Вентури; 4 – эжектор; 5 – отверстие для подачи сжатого воздуха; 6 – трубка для пыли (0,25 мм от лотка с пылью); 7 – зубчатое колесо для отбора пыли, наружный диаметр 0 88,9 мм, длина 114,3 мм, имеет 60 зубов высотой 5 мм; 8 – зуб колеса; 9 – лоток с пылью; 10 – инфракрасная лампа-рефлектор, 150 Вт
Рисунок 6 – Основные размеры линии подачи пыли
Размеры в мм
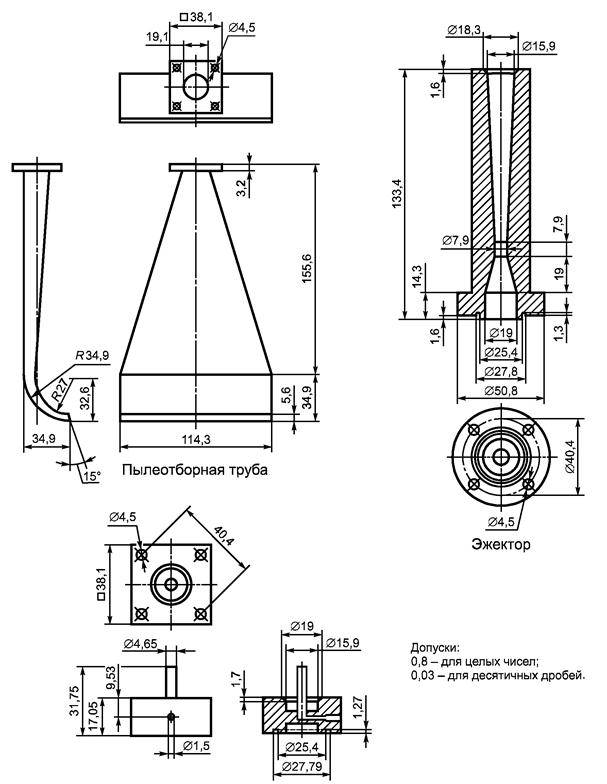
Эжектор Вентури
Рисунок 7 – Эжектор, эжектор Вентури и детали линии подачи пыли
Следует принять меры для исключения обратного тока воздуха через пылеотборную трубку при положительном давлении в воздуховоде при неиспользуемой линии.
Степень диспергирования пыли линией зависит от характеристик сжатого воздуха, геометрии узла аспиратора и скорости потока воздуха через аспиратор. Аспиратор Вентури изнашивается при эксплуатации, под действием пыли увеличиваются его размеры. В связи с этим, размеры следует периодически контролировать, чтобы сохранялось соответствие требованиям к допускам согласно рисунку 7 .
Следует периодически проверять давление на клапане в линии подачи воздуха по отношению к трубке Вентури, чтобы скорость потока воздуха в линии подачи пыли была (6,8 ± 0,2) л/с. Эти измерения следует проводить для различных перепадов давления в воздуховоде (см. аттестацию линии подачи пыли, 8.11 ).
Равномерность распределения скорости потока воздуха в сечении испытательного канала должна определяться измерением в девяти заданных точках, как показано на рисунке 8 , непосредственно перед секцией установки испытуемого фильтра, причем фильтр и смешивающее устройство отсутствуют. Измерения следует проводить прибором (инструментом) с погрешностью ± 10 % с наименьшим значением измерения скорости минус 0,05 м/с.
Измерения должны проводиться при расходах воздуха 0,25, 1,0, 1,5 м 3 /с. При измерении скорости важно, чтобы не происходило возмущение воздушного потока, которое может быть вызвано измерительным инструментом, оператором и т. д. Стандартное время каждого измерения должно составлять не менее 15 с. Среднее значение трех измерений должно быть рассчитано для каждой из девяти точек и из этих девяти значений должны быть рассчитаны среднее и стандартное отклонения.
Коэффициент вариации должен быть рассчитан по формуле
| CV = d/mean (среднее), | (1) |
где d – стандартное отклонение измерений в девяти точках;
mean (среднее) – среднее значение измерений в девяти точках.
CV не должно превышать 10 % каждого из значений при измерениях расхода воздушного потока.
Однородность распределения аэрозолей в сечении испытательного канала должна измеряться в девяти точках сечения в непосредственной близости перед фильтром (см. рисунок 8 ). Смесительное устройство должно быть удалено на время квалификационных испытаний.
Измерения могут проводиться с использованием одного пробоотборника, который может быть использован для измерения во всех точках.
Пробоотборник должен иметь такую же форму, как пробоотборник, который будет использоваться при испытаниях на эффективность, и иметь соответствующий входной диаметр, обеспечивающий изокинетический отбор проб в пределах 10 % при контрольном расходе воздуха 0, 944 м 3 /с. Такой же пробоотборник и те же самые условия отбора проб должны быть использованы при 0,25, 1,0,1,5 м 3 /с. Линия отбора проб должна быть как можно короче, чтобы уменьшить потери аэрозоля при отборе проб, и быть такого же диаметра, как при испытаниях на эффективность.
Концентрация аэрозоля должна измеряться с помощью счетчика аэрозольных частиц, указанного в спецификации настоящего стандарта. Число считаемых частиц в конкретном диапазоне размеров частиц в одном измерении должно быть более 500 для того, чтобы снизить статистическую ошибку.
Размеры в мм
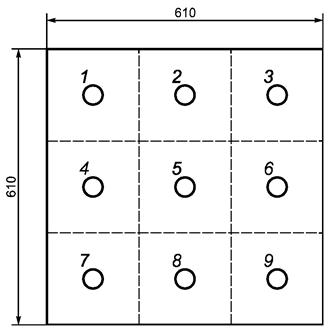
Рисунок 8 – Однородность распределения скорости потока воздуха и аэрозоля в сечении испытательного канала
Точки для отбора проб и измерение распределения скорости воздуха и дисперсности аэрозоля.
Отбор проб проводится последовательно в каждой точке измерений. Эта процедура повторяется до тех пор, пока в каждой точке измерений не будет взято пять проб. Пять значений в каждой точке должны быть усреднены для всех диапазонов размеров счетчика частиц и коэффициент вариации (CV,) должен быть рассчитан для каждого i -го диапазона размеров по формуле
| CV i = d/mean i (среднее i ), | (2) |
где di – стандартное отклонение (для девяти точек измерений) для i -го диапазона размеров;
mean i (среднее i ) – среднее значение измерений для девяти точек измерений для i -го диапазона размеров.
CV i должен быть менее 15 % для 0,25, 1,0, 1,5 м 3 /с.
Оптические счетчики частиц определяют концентрацию частиц и эквивалентный оптический размер частиц. Показания размера частиц строго зависят от калибровки счетчика частиц.
Чтобы избежать негативных эффектов, влияющих на точность измерений, вызванных различными аэродинамическими, оптическими и электронными системами различных типов счетчиков, измерения в сечениях до и после фильтра следует проводить одним и тем же прибором.
Счетчик должен калиброваться не реже одного раза в год и должен иметь действующий сертификат калибровки. Калибровка счетчика проводится изготовителем или другой компетентной организацией согласно принятым методикам (см. IEST-RP-CC013 [10 ]; ASTM-F328 [11 ]; ASTM-F649 [12 ]) со сферическими изотропными монодисперсными частицами полистирола латекса (PSL) и коэффициентом преломления 1,59. Калибровка должна быть выполнена по крайней мере для трех каналов, распределенных в измерительных диапазонах от 0,2 до 3 мкм, включая каналы, содержащие 0,2 и 3 мкм. Хорошие показатели калибровки счетчика могут быть получены проверкой распределения контрольного аэрозоля в сечении, расположенном до фильтра, при каждом испытании. Оперативную калибровку счетчика следует выполнять в соответствии с рекомендациями изготовителя счетчика частиц с достаточной периодичностью. В оперативной калибровке достаточно подтвердить, что PSL частицы различного размера появляются в соответствующем диапазоне размеров. Проверки с PSL частицами в нижнем и верхнем диапазонах размеров имеют особое значение.
Объем воздуха, проходящего через счетчик (при отборе проб), должен быть в пределах ± 5 % номинального значения согласно принятым методикам (см. IEST-RP-CC013) [10 ].
При установленном НЕРА или ULPA фильтре непосредственно на входе пробоотборника счетчик должен показывать менее 10 частиц в минуту в диапазоне размеров от 0,2 до 3,0 мкм. При этом испытании выполняется также проверка пробоотборной системы.
Счетчик частиц может показать значения концентрации частиц меньшие, чем в действительности, если превышена установленная для данного счетчика предельно допустимая концентрация частиц, при которой имеет место ошибка совпадения. При испытаниях наибольшая концентрация частиц не должна превышать предельно допустимую концентрацию, чтобы ошибка совпадения не превышала 5 %. Эксплуатация счетчика в условиях, при которых концентрация частиц выше предельно допустимой, приведет к получению более низких значений эффективности, чем они есть в действительности.
Если в сечении испытательного канала, расположенном до фильтра, концентрация не может быть снижена, то применяется система разбавления, понижающая концентрацию аэрозоля до уровня ниже предельно допустимой концентрации.
Для учета погрешности, связанной с неопределенностью коэффициента разбавления, следует использовать систему разбавления как до фильтра, так и после него.
Для обнаружения ошибки совпадения можно использовать любую из двух следующих процедур. Предпочтительной является процедура 2.
1 – Эффективность фильтра должна быть оценена при различных концентрациях. При превышении предельно допустимой концентрации эффективность начнет уменьшаться.
2 – В сечении, расположенном до фильтра, должно быть получено распределение концентраций частиц. После этого концентрацию следует уменьшать (разбавлять) и повторять оценку распределения концентрации частиц. Если вид кривой последнего распределения частиц сдвинулся в сторону более мелких частиц, то это является признаком того, что предыдущая концентрация была больше предельно допустимого значения. Если используется коэффициент разбавления концентраций, то его следует определить для каждого диапазона размеров счетчика.
Снижение концентрации может быть достигнуто увеличением воздушного потока через фильтр или снижением подачи аэрозоля из генератора.
Разбавление концентрации может быть достигнуто введением системы разбавления в линию отбора проб.
Это испытание проводится для подтверждения того, что испытательный канал и система отбора проб обеспечивают 100 %-ную эффективность измерения.
Испытания проводятся с использованием НЕРА или ULPA фильтра как испытательного устройства. Для определения эффективности используется обычная контрольная процедура, испытания следует проводить при контрольном расходе воздуха через фильтр 0,944 м 3 /с. Эффективность должна быть более чем 99 % для всех размеров частиц.
Испытания при отсутствии фильтра позволяют оценить удержание частиц в самом канале, системе отбора проб и т. д. по методике оценки эффективности фильтра. Контрольный расход воздуха должен составлять 0,944 м 3 /с. Следует провести два испытания, которые должны показать следующие значения эффективности:
– (0 ± 3) % – для частиц размерами, равными или менее 1 мкм;
– (0 ± 7) % – для частиц размерами более 1 мкм.
Полное число регистрируемых частиц для каждого размера должно быть более 500 для ограничения статистической ошибки.
Следует определить время, необходимое генератору при фоновом уровне концентрации для выхода на устойчивый режим генерирования аэрозоля. Это время, требующееся для стабилизации концентрации аэрозолей, следует учитывать при проведении испытаний по настоящему стандарту.
Все оборудование для измерения перепада давления должно быть калибровано согласно таблице 2 .
Цель испытания – подтверждение, что «утечки» в оборудовании для измерения перепада давления не оказывают значительного влияния на точность измерений воздушного потока или перепада давления. Испытания могут быть проведены с помощью калиброванного устройства или метода, приводимого ниже.
Описание метода испытаний
Тщательно уплотняют точки измерения давления в испытательном канале. Разъединяют прибор перепада давления. Герметизируют трубки с постоянным отрицательным давлением (разрежением) 5000 Па. Проверяют все пробоотборные линии (см. рисунок 9 ). Изменение давления не допускается.
Создают предельно допустимый перепад давления измерительного оборудования согласно спецификации инструмента.
Процедуру следует выполнять последовательно на положительных и отрицательных (под разрежением) значениях давлений. Изменение давления на входных отверстиях не допускается.
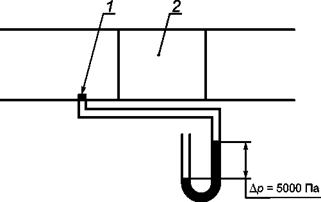
1 – закрытое отверстие отбора давления; 2 – секция испытательного устройства
Рисунок 9 – Испытание линии давления
Как дополнение перфорированная пластина (или что-либо другое) с известным перепадом давления на 0,5, 0,75, 1,0 и 1,5 м 3 /с может быть использована для периодических проверок системы измерения падения давления.
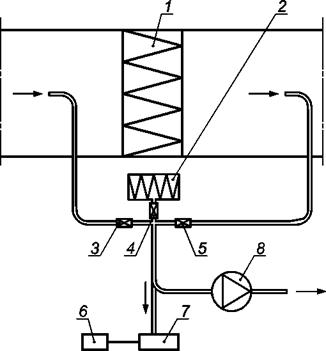
Целью данного испытания является подтверждение значений производительности расхода воздуха для генератора пыли.
Трубка Вентури подвергается износу под воздействием пыли и сжатого воздуха, что приводит к увеличению ее внутренних размеров. Поэтому важно периодически осуществлять проверку расхода воздуха через генератор пыли. Поток должен быть (6,8 ± 0,2) л/с. Этот воздушный поток определяется, как указано на рисунке 10 .
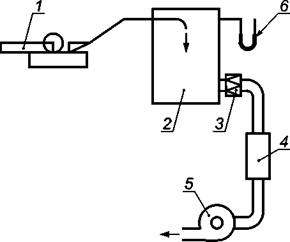
1 – генератор пыли; 2 – емкость объемом не менее 0, 25 м 3 ;3 – НЕРА-фильтр; 4 – устройство, измеряющее расход воздуха; 5 – вентилятор; 6 – устройство для измерения перепада давления (перепад давления должен быть равен нулю)
Рисунок 10 – Схема определения расхода воздуха генератора пыли
Следует проверить активность источника. Если активность ниже значения, рекомендованного изготовителем, то нейтрализатор следует заменить. Уровень коронного разряда должен быть достаточно высоким и соответствовать требованиям, указанным в 7.3.2 .
Таблица 2 – Общие требования к параметрам
| Наименование параметра | Пункт настоящего стандарта | Значения |
| Равномерность распределения скорости потока воздуха, % | 8.1 | CV < 10 |
| Однородность распределения аэрозолей, % | 8.2 | CV < 15 |
| Калибровка счетчика частиц | 8.3 | Согласно действующему сертификату калибровки |
| Испытания счетчика частиц на ошибку совпадения | 8.5 | Не должны превышать предельно допустимую концентрацию |
| Испытания счетчика на нулевой счет | 8.4 | Менее 10 счетов в минуту в диапазоне размеров от 0,2 до 3,0 мкм |
| Испытания на 100%-ную эффективность, % | 8.6 | Более 99 |
| Испытания при отсутствии фильтра | 8.7 | Размеры £1,0 мкм (±3 %)
Размеры >1 мкм (±7 %) |
| Время выхода генератора аэрозолей на рабочий режим | 8.8 | В соответствии с измерениями |
| Калибровка манометра | 8.9 | Размер диапазона:
– (от 0 до 70 Па) ± 2 Па – (более 70 Па) ± 3 % измеренного значения |
| Испытания на перепад давления | 8.10 | Отсутствие утечек |
| Производительность генератора пыли, л/с | 8.11 | 6,8 ± 0,2 |
| Примечание –CV – коэффициент вариации. | ||
Таблица 3 – Периодичность обслуживания
| Наименование показателя | Пункт настоящего стандарта | При каждом испытании | Ежемесячно | Два раза в год | Ежегодно | После любого возможного изменения характеристик |
| Испытательный канал | ||||||
| Равномерность распределения скорости потока воздуха | 8.1 | ´ | ||||
| Однородность распределения аэрозолей | 8.2 | ´ | ||||
| Испытания на 100 %-ную эффективность | 8.6 | ´ | ´ | |||
| Испытания при отсутствии фильтра | 8.7 | ´ | ´ | |||
| Испытания на перепад давления | 8.10 | ´ | ´ | |||
| Прибор | ||||||
| Время выхода генератора аэрозолей на рабочий режим | 8.8 | ´ | ´ | |||
| Калибровка манометра | 8.9 | ´ | ´ | |||
| Калибровка счетчика частиц | 8.3 | ´ | ´ | |||
| Испытания счетчика частиц на ошибку совпадения | 8.5 | ´ | ||||
| Испытания счетчика на нулевой счет | 8.4 | ´ | ´ | |||
| Производительность генератора пыли | 8.11 | ´ | ´ | |||
| Нейтрализатор | 8.12 | ´ | (см. примечание) | |||
| Примечание – Следует регулярно проводить очистку оборудования, так чтобы не изменялись технические характеристики испытательных систем; очищать внутреннюю поверхность радиоактивного нейтрализатора через каждые 100 часов использования; ежемесячно проверять баланс коронирующего ионизатора согласно инструкции изготовителя. | ||||||
В качестве источника воздуха для испытаний может использоваться воздух помещения или наружный воздух. В испытаниях на эффективность воздух проходит очистку в НЕРА-фильтрах, после чего он не содержит фоновых частиц. Условия испытаний – в соответствии с разделом 7 . Вытяжной воздух может выбрасываться наружу, в помещение или направляться на рециркуляцию. Фильтрация вытяжного воздуха рекомендуется, если в нем могут присутствовать контрольный аэрозоль и пыль подаваемая на фильтр.
Контрольный аэрозоль DEHS (диэтилгексилсебацинат), генерируемый распылителем Ласкина, широко используется для испытаний НЕРА и ULPA фильтров.
Вместо распылителя Ласкина может быть использован любой другой распылитель, способный производить жидкие частицы достаточной концентрации в диапазоне размеров от 0,2 до 3,0 мкм. Один из таких генераторов указан в спецификации стандарта NF X 44-060 [7 ] и включает в себя два герметичных контейнера и ультразвуковой распылитель сжатым воздухом.
Химическая формула DEHS –
С 26 Н 5 о0 4 или СН 3 (СН 2 )3 СН(С 2 Н5)СН 2 СООСН 2 СН(С 2 Н 5 )(СН 2 )3СН 3 .
Свойства DEHS:
плотность – 912 кг/м 3 ;
точка плавления – 225 К;
точка кипения – 529 К;
температура вспышки – более 473К;
давление пара – 1,9 МкПа при 273К;
показатель преломления – 1,450 при длине волны 600 нм;
динамическая вязкость – от 0, 022 кг/мс до 0,024 кг/мс;
Номер CAS -122-62-3.
Пыль, подаваемая на фильтр, ASHRAE 52.1, это синтетическая контрольная пыль следующего состава (по массе):
72 % – контрольная пыль по ISO 12103-1 (дорожная пыль штата Аризона);
23 % – сажа;
5 % – хлопковые волокна.
Контрольная мелкодисперсная пыль по ISO 12103-1 состоит большей частью из частиц кварца. Распределение по размерам указано в таблице 4 .
Таблица 4 – Распределение по размерам контрольной пыли по ISO 12103 (дорожная пыль штата Аризона)
| Размер, мкм | Более размера частиц, % (по массе) | Размер, мкм | Масса частиц с размерами, большими данного, % |
| 1 | От 96,5 до 97,5 | 7 | От 54 до 59 |
| 2 | От 87,5 до 89,5 | 10 | От 46 до 50 |
| 3 | От 78,08 до 1,5 | 20 | От 26 до 30 |
| 4 | От 70,5 до 74,5 | 40 | От 9 до 12 |
| 5 | От 64 до 69 | 80 | От 0 до 0,5 |
Финишный фильтр улавливает любую подаваемую пыль, которая проходит через испытательный фильтр в процессе запыления фильтра.
Финишный фильтр должен улавливать 98 % подаваемой пыли и не увеличивать ее потери более 1 г в результате изменения влажности в течение одного испытательного цикла.
Конструкция финишного фильтра может быть произвольной и должна соответствовать требованию к эффективности (пылезадерживающая способность более 98 %). Фильтр должен иметь начальную эффективность более 75 % на частицах DEHS размером 0,4 мкм.
Фильтр должен быть установлен в соответствии с рекомендациями изготовителя и после этого взвешен с точностью до грамма. Внешние элементы (если они предусмотрены) должны иметь те же характеристики, что и при реальной эксплуатации.
Фильтр и элементы его крепления (рамка) должны быть установлены в канале герметично. Плотность установки проверяют визуальным осмотром, при котором утечка не должна быть обнаружена. Если по каким-либо причинам размеры фильтра не позволяют проводить его испытания в стандартных условиях, то допускается соединение двух или более фильтров аналогичного типа так, чтобы вся система не имела утечек. Характеристики такой системы должны быть отражены в протоколе испытания.
Значения начального перепада давления должны быть зарегистрированы для 50 %, 75 %, 100 % и 125 % производительности воздушного потока, чтобы построить кривую перепада давления как функцию расхода воздуха. Значения перепада давления должны быть приведены к плотности 1,2 кг/м 3 (см. приложение Д ).
10.3.1 Эффективность разряженного фильтрующего материала
Фильтрующий материал фильтра, подготавливаемого к испытаниям, или фильтрующий материал другого аналогичного фильтра, должен быть испытан согласно приложению А .
10.3.2 Определение эффективности
Эффективность для заданного диапазона размеров частиц (между двумя значениями диаметра частиц) должна быть вычислена по формуле
 |
(3) |
где пi – число частиц i -го диапазона размеров, полученное в сечении канала, расположенного после фильтра;
Ni – число частиц i -го диапазона размеров, полученное в сечении канала, расположенного до фильтра.
Кривая зависимости начальной эффективности от диаметра должна быть нанесена на диаграмме. Диаметры частиц или средний диаметр di – есть среднее геометрическое нижней и верхней границы диаметров в размере i -го диапазона, вычисляемое по формуле
 |
(4) |
где di – нижняя граница диаметра частиц в размерном диапазоне;
du – верхняя граница диаметра частиц в размерном диапазоне.
Начальную эффективность определяют при заданном (в испытаниях) расходе воздуха и стабильной концентрации частиц, подаваемых генератором аэрозолей, в соответствии с требованиями к ошибке совпадения счетчика частиц, причем результаты каждого измерения в потоке за фильтром должны быть достаточными для получения статистически достоверного результата в приемлемом масштабе времени.
Эффективность определяют сериями не менее чем из 13 измерений длительностью не менее 20 с каждое, последовательно в потоке до и после фильтра. Перед каждым измерением проводят очистку счетчика или отбирают пробу в потоке до и после фильтра без счета частиц, чтобы стабилизировать концентрацию частиц в пробоотборных линиях.
Расчетный цикл для i -го размерного диапазона приведен в таблице 5 .
Таблица 5 – Цикл измерений для i -го диапазона размеров
| Номер измерения | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 |
| Измерение до фильтра | N1,i | N2,i | N3,i | N4,i | N5,i | N6,i | N7,i | ||||||
| Измерение после фильтра | N1,i | N2,i | N3,i | N4,i | N5,i | N6,i |
Первая единичная эффективность должна быть рассчитана для i -го размерного диапазона по формуле
 |
(5) |
Серия из 13 измерений дает шесть единичных результатов эффективности ( Е 1,i … Е 6,i ).
Начальная средняя эффективность Е 1,i рассчитывается для i -го размерного диапазона по формуле
| Е i = (Е 1,i + Е 2,i + Е 3,i + Е 4,i + Е 5,i + Е 6,i )/6 | (6) |
где Еi – начальные средние эффективности фильтра для i -го размерного диапазона.
10.4.1 Процедура подачи пыли
Фильтр постоянно нагружается стандартной контрольной пылью, и при этом выполняют последовательные измерения падения давления и эффективности фильтра. Дозы для запыления фильтра (приращения массы пыли на фильтре) взвешивают с точностью ±0,1 г и помещают в пылевой лоток. Пыль подается в фильтр при концентрации 70 мг/м 3 до тех пор, пока не будет достигнуто значение перепада давления для данной стадии. Пылезадерживающую способность и эффективность определяют после каждого цикла пылевого приращения. Для фильтров с известной средней эффективностью менее 40 % определяют только значение пылезадерживающей способности.
Перед прекращением подачи пыли оставшуюся в пылевом лотке пыль с помощью щетки сметают к захватывающему устройству (трубке) так, чтобы пыль попала в воздушный поток.
Следует создавать вибрацию или постукивать по трубке подачи пыли в течение 30 с. Пыль, подаваемая в фильтр, может быть также оценена взвешиванием оставшейся пыли в трубке. Затем следует повторно подать любую синтетическую пыль с потоком воздуха в канал сечения, расположенного до фильтра, и направить под наклоном по отношению к испытуемому фильтру струю сжатого воздуха.
Испытания останавливают и финишный фильтр взвешивают повторно (с точностью 0,5 г)для определения значения уловленной синтетической пыли и рассчитывают пылезадерживающую способность. Любые пылевые отложения в канале между испытуемым фильтром и финишным фильтром необходимо собрать с помощью мелкой щетки и включить в массу финишного фильтра.
Начальная эффективность и перепад давления определяются перед подачей пыли, в то время как эффективность, перепад давления и пылезадерживающую способность определяют после подачи 30 г пыли и после по крайней мере четырех приблизительно равных пылевых нагрузок (приращений) до конечного перепада давления. Первые 30 г пыли определяют начальную пылезадерживающую способность, а дополнительные пылевые нагрузки (приращения) дадут плавную кривую эффективности и/или пылезадерживающей способности в зависимости от количества подаваемой пыли до конечного падения давления.
В таблице 6 указаны параметры, определяемые в течение процесса подачи пыли.
Таблица 6 – Значения параметров измерений или расчетов после каждого цикла подачи пыли
| Стадия | Определяемый параметр | |||
| Эффективность | Задержка | Пылеемкость | Падение давления | |
| Начальная (перед подачей пыли) | Да | Нет | Нет | Да |
| После 30 г пыли (первая подача пыли, дающая начальную пылезадерживающую способность) | Да | Да | Нет | Да |
| В конце каждого промежуточного приращения | Да | Да | Нет | Да |
| После предыдущего приращения (конечное падение давления) | Да | Да | Да | Да |
Если оценка пылевых приращений затруднена, то в этом случае подача пыли приблизительно до 100,150,250 и 450 Па перепада давления позволит получить плавную кривую. Фильтр с низким начальным перепадом давления или фильтр с низким ростом давления в зависимости от пылевой нагрузки требуют одной или более точек замеров в начале процесса подачи пыли, в то время как другие фильтры нуждаются в дополнительной точке замера в конце процесса подачи пыли, чтобы распределение измеренных точек было равномерным.
Примечание – При увеличении пылевой нагрузки должно быть отмечено не менее четырех плавно распределенных точек для построения кривой зависимости пылевой нагрузки от перепада давления. Значения пылеемкости, средней эффективности и пылезадерживающей способности в указанных конечных падениях давления определяется линейной интерполяцией из соответствующих графиков.
10.4.2 Пылезадерживающая способность
Пылезадерживающую способность следует определять после каждого цикла подачи пыли.
После достижения каждого последующего перепада давления предварительно взвешенный финишный фильтр удаляют из испытательного стенда и повторно взвешивают. Увеличение массы испытуемого фильтра позволяет вычислить массу пыли, которая удержана им. Пылезадерживающая способность А j для j -го цикла подачи пыли рассчитывается по формуле
| Аj = (1 m/Mj ) 100 %, | (7) |
где mj – масса пыли, удержанной испытуемым фильтром (увеличение массы финишного фильтра Dmff и пыль для j -й стадии подачи пыли);
Mj – масса поданной пыли (пылевое приращение Dm ), в течение j -й стадии подачи пыли. Испытания останавливают, если пылезадерживающая способность ниже 75 % максимальной пылезадерживающей способности или если два значения ниже 85 % максимального значения. Начальная пылезадерживающая способность рассчитывается после первых 30 г поданной пыли.
Средняя пылезадерживающая способность рассчитывается из по крайней мере пяти отдельных значений, полученных при испытаниях. Среднюю пылезадерживающую способность Am следует вычислять по формуле:
| А т =(1/М) × [М1A1 +М2A2 + … +МnАn ], | (8) |
где М = М1+ М2+ …….+ Мn – полная масса поданной пыли;
М1 ,М2 , … Мn – пылевые массы, последовательно подаваемые до достижения конечных перепадов давлений DР1 , DР2 … DРn .
Значение пылезадерживающей способности более 99 % указывают в протоколе испытания.
Непрерывная кривая пылезадерживающей способности в зависимости от подаваемой пыли должна строиться с помощью полученных значений пылезадерживающей способности, которые наносят на график по средним точкам соединенных массовых приращений.
10.4.3 Эффективность
Следует определять начальную эффективность (10.3 ), если возможно, непосредственно после каждого цикла подачи пыли. Все причины утечек должны быть устранены до начала испытаний.
После каждого цикла подачи пыли фильтр продувается в течение 5 мин для сокращения выноса частиц из частично запыленного фильтра и внутренней поверхности канала стенда. Пропускание, вторичный унос или вынос частиц после 5 мин включаются в измерения, т.к. они влияют на определение эффективности.
Эффективность определяют также, как и начальную эффективность (см. 10.3.2 ) из серии по крайней мере 13 измерений в течение не менее 20 с, проводимых последовательно в сечениях, расположенных до и после испытуемого фильтра. Каждому измерению должна предшествовать воздушная чистка для стабилизации концентрации частиц в пробоотборных линиях.
Среднюю эффективность после каждого цикла подачи пыли рассчитывают для размерного диапазона по формуле
| Ei,j = ( E1i + … + E6i )/6, | (9) |
где E1j , … E6i – единичная эффективность для i -го диапазона размеров после цикла подачи пыли;
Ei,j – средняя эффективность для i -го диапазона размеров после j -го цикла подачи пыли.
10.4.4 Средняя эффективность
Средняя эффективность – это усредненная эффективность, учитывающая эффекты постепенной подачи пыли.
Для серии из п циклов подачи пыли средняя эффективность определяется по формуле
 |
(10) |
где Em,i – средняя эффективность для частиц i -го размерного диапазона для всех циклов подачи пыли;
Ei,j – средняя эффективность для i -го размерного диапазона после j -го цикла подачи пыли;
Mj – масса поданной пыли в течение j -го цикла подачи пыли.

где п – число циклов подачи пыли.
10.4.5 Пылеемкость
Пылеемкость при заданном конечном падении давления рассчитывают умножением полной массы поданной пыли (с учетом потерь в канале до места установки фильтра) на среднюю пылезадерживающую способность.
Погрешность средней эффективности, определенная в соответствии с двухсторонним доверительным интервалом среднего значения, основана на 95 %-ном доверительном уровне. В сечении до фильтра при отборе проб число считаемых частиц не должно быть менее 500 в оцениваемом интервале размеров вплоть до 1 мкм в соответствии с ИСО 2854.
 |
(11) |
 |
(12) |
 |
(13) |
| v =n – 1; | (14) |
 |
(15) |
где – средняя эффективность;
U – погрешность;
Е i – значение эффективности в точке i ;
v -число степеней свободы;
 – распределение Стьюдента, зависящее от числа степеней свободы (см. таблицу 7 );
– распределение Стьюдента, зависящее от числа степеней свободы (см. таблицу 7 );
п – номер точки, в которой определяется значение эффективности, точка Еi ;
d – стандартное отклонение.
Таблица 7 – Распределение Стьюдента в соответствии с ISO 2854
| Номер циклаn | Число степеней свободы v = п – 1 |  |
| 4 | 3 | 1,591 |
| 5 | 4 | 1,242 |
| 6 | 5 | 1,049 |
| 7 | 6 | 0,925 |
| 8 | 7 | 0,836 |
| Примечание – 95 %-ный доверительный уровень (a = 0,05). | ||
Полную погрешность средней эффективности для целей классификации рассчитывают по формулам:
 |
(16) |
|
(17) |
где Ui – погрешность средней эффективности для i -го размерного диапазона;
Ui,j – погрешность средней эффективности для i -го размерного диапазона j -го цикла после цикла подачи пыли;
Mj – масса поданной пыли в течение j -го цикла подачи пыли;
п – номер цикла подачи пыли.
Отчет об испытаниях должен включать в себя описание методики испытаний и любые отклонения от нее.
В отчете должен быть указан тип и идентификационный номер счетчика частиц, а также метод измерения расхода воздуха.
Отчет должен включать в себя следующее:
-заключение по результатам испытаний;
– измеренные эффективности и их погрешности;
– расчет эффективностей;
-данные и результаты измерений расхода воздуха и перепада давления;
-данные и результаты измерений подачи пыли.
Форма отчета о результатах испытаний приведена в таблицах 8 -11 и на рисунках 11 -13 .
Таблица 8 – Эффективность и погрешность после различных периодов пылевой нагрузки
| ЕН 779 – 2002 Эффективность и погрешность после различных периодов пылевой нагрузки | ||||||||
| Воздушный фильтр: | ||||||||
| Испытание N: | ||||||||
| Контрольные аэрозоль: | ||||||||
| Расход воздуха, м 3 /с | ||||||||
| Размер частиц, мкм | Эффективность, % | |||||||
| Интервал | Среднее значение | Перепад давления, Па и поданная пыль, г | ||||||
| Па г | Па г | Па г | Па г | Па г | Па г | Па г | ||
| – | ± | ± | ± | ± | ± | ± | ± | |
| – | ± | ± | ± | ± | ± | ± | ± | |
| – | ± | ± | ± | ± | ± | ± | ± | |
| – | ± | ± | ± | ± | ± | ± | ± | |
| – | ± | ± | ± | ± | ± | ± | ± | |
| – | ± | ± | ± | ± | ± | ± | ± | |
| – | ± | ± | ± | ± | ± | ± | ± | |
| – | ± | ± | ± | ± | ± | ± | ± | |
| – | ± | ± | ± | ± | ± | ± | ± | |
| – | ± | ± | ± | ± | ± | ± | ||
| Примечание – Погрешность измерений эффективности представлена на 95 %-ном доверительном интервале. | ||||||||
Таблица 9 – Средняя эффективность при различных изменениях перепадов давления
| ЕН 779 – 2002 – Средняя эффективность при различных изменениях перепадов давления | ||||
| Воздушный фильтр: | ||||
| Испытание №: | ||||
| Контрольный аэрозоль : | ||||
| Расход воздуха, м 3 /с | ||||
| Размер частиц, мкм | Средняя эффективность, % | |||
| Интервал | Среднее значение | Конечный перепад давления, Па | ||
| – | ± | ± | ± | |
| – | ± | ± | ± | |
| – | ± | ± | ± | |
| – | ± | ± | ± | |
| – | ± | ± | ± | |
| – | ± | ± | ± | |
| – | ± | ± | ± | |
| – | ± | ± | ± | |
| – | ± | ± | ± | |
| – | ± | ± | ± | |
| Пылеемкость, г | г | г | г | |
| Класс фильтра | – | – | – | |
Таблица 10 – Расход воздуха и перепад давления после различных циклов подачи пыли
| ЕН 779 – 2002 – Расход воздуха и перепад давления после различных циклов подачи пыли | ||||||||||||
| Воздушный фильтр: | ||||||||||||
| Испытание №: | ||||||||||||
| Контрольный аэрозоль: | ||||||||||||
| Расход воздуха, м 3 /с | ||||||||||||
| Дата | Поданная пыль | Измеритель расхода воздуха | Фильтр | |||||||||
| Mtot ,г | tf , °С | psf , кПа | D pf ,Па | qm , кг/м 3 | t, °С | j, % | Р а ,кПа | Р, кг/м 3 | qv м 3 /с | Dр ,Па | Dp1,20 ,Па | |
| Чистый фильтр | ||||||||||||
| Перепад давления на чистом фильтре пропорционально ( qv )n , где п = | ||||||||||||
| Период пылевой нагрузки | ||||||||||||
| Обозначения и единицы измерения
mtot – полная масса пыли, поданной на фильтр; tf – п оказания прибора температуры возцушного потока; psf– п оказания прибора остаточного давления воздушного потока кПа; D pf – показания прибора перепада давления; qт – расход воздуха по массе; t – температура воздуха до фильтра; j – относительна я влажность воздуха до фильтра, %; pа – а бсолютное давление воздуха до фильтра; р – плотность воздуха до фильтра; qу – р асход воздуха через фильтр; Dр – изменение перепада давления на фильтре; Dр1,20 – перепад давления на фильтре при плотности воздуха 1,20 кг/м 3 . |
||||||||||||
Таблица 11 – Перепад давления и пылезадерживающая способность после различных циклов подачи пыли
| ЕН 779-2002 – Перепад давления и пылезадерживающая способность после различных циклов подачи пыли | |||||||||
| Воздушный фильтр: | |||||||||
| Испытание №: | |||||||||
| Контрольный аэрозоль: | |||||||||
| Расход воздуха, м 3 /с | |||||||||
| Дата | Dp1 ,Па | Dm ,г | mtot ,г | Dр2 ,Па | т ьг | т 2,г | Dтtf,г | md ,г | А,% |
| Масса испытуемого устройства
Начальная масса испытуемого устройства (фильтра), г Конечная масса до испытуемого устройства (фильтра), г |
|||||||||
| Обозначения и единицы измерения
Dр1 – перепад давления перед пылевым приращением, Па; Dm – пылевое приращение, г; т tot – полная масса поданной пыли на фильтре, г; Dр2 – перепад давления после пылевого приращения, Па; m1 – масса финишного фильтра перед пылевым приращением, г; m2 – масса финишного фильтра после пылевого приращения, г; D т tf – прирост массы финишного фильтра, г; md – пыль в канале после фильтра г; А – пылезадерживающая способность, %. |
|||||||||
Таблица 12 – Эффективность и перепад давления неразряженного фильтрующего материала
| ЕН 779:2002 – Эффективность и перепад давления неразряженного фильтрующего материала | |||||
| Воздушный фильтр: | |||||
| Испытание №: | |||||
| Контрольный аэрозоль: | |||||
| Расход воздуха, м 3 /ч | |||||
| Скорость в фильтрующем материале, м/с | |||||
| Размер образца фильтрующего материала, м 2 | |||||
| Размер частиц, мкм | Образец 1 | Образец 2 | Образец 3 | Среднее значение | |
| Эффективность, % | |||||
| Интервал | Среднее значение | Перепад давления, Па | |||
| – | ± | ± | ± | ||
| – | ± | ± | ± | ||
| – | ± | ± | ± | ||
| – | ± | ± | ± | ||
| – | ± | ± | ± | ||
| – | ± | ± | ± | ||
| – | ± | ± | ± | ||
| – | ± | ± | ± | ||
| – | ± | ± | ± | ||
| Примечание – Погрешность полученных значений эффективности представлена при 95 %-ном доверительном интервале. | |||||
Таблица 13 – Эффективность и перепад давления разряженного фильтрующего материала
| ЕН 779:2002 – Эффективность и перепад давления разряженного фильтрующего материала | |||||
| Воздушный фильтр: | |||||
| Испытание №: | |||||
| Контрольный аэрозоль: | |||||
| Расход воздуха, м 3 /ч | |||||
| Скорость в фильтрующем материале, м/с | |||||
| Размер образца фильтрующего материала, м 2 | |||||
| Размер частиц, мкм | Образец 1 | Образец 2 | Образец 3 | Среднее значение | |
| Эффективность, % | |||||
| Интервал | Среднее значение | Перепад давления, Па | |||
| – | ± | ± | ± | ||
| – | ± | ± | ± | ||
| – | ± | ± | ± | ||
| – | ± | ± | ± | ||
| – | ± | ± | ± | ||
| – | ± | ± | ± | ||
| – | ± | ± | ± | ||
| – | ± | ± | ± | ||
| – | ± | ± | ± | ||
| Примечание – Погрешность полученных значений эффективности представлена при 95 %-ном доверительном интервале. | |||||
| ЕН 779 – 2002 – РЕЗУЛЬТАТЫ ИСПЫТАНИЙ ВОЗДУШНОГО ФИЛЬТРА | ||||||||
| Организация, проводящая испытания | Отчет № | |||||||
| ОСНОВНОЕ | ||||||||
| Испытание № | Дата испытаний | Контролер: | ||||||
| Заказчик испытаний | Дата получения фильтра: | |||||||
| Образец предоставлен | ||||||||
| ИСПЫТУЕМОЕ УСТРОЙСТВО | ||||||||
| Модель | Изготовитель | Конструкция | ||||||
| Тип фильтрующего материала: | Эффективная поверхность фильтрации, м 2 | Габаритные размеры фильтра (ширина ´ высота ´ глубина), мм ´ мм ´ мм | ||||||
| УСЛОВИЯ ИСПЫТАНИЙ | ||||||||
| Расход воздуха, м 3 /с | Температура, °С | Относительная влажность, % | Испытательный аэрозоль | Тип испытательной пыли | ||||
| РЕЗУЛЬТАТЫ | ||||||||
| Начальный перепад давления, Па | Начальная пылезадерживающая способность, % | Начальная эффективность (0,4 мкм), % | Пылеемкость, г/ г/ г | Эффективность необработанного/ разряженного материала (0,4 мкм, см. приложение А ), % / % | ||||
| Конечный перепад давления,
Па/ Па/ Па |
Средняя пылезадерживающая способность, % | Средняя эффективность (0,4 мкм), %/%/ | Класс фильтра, Па | |||||
| Замечания | ||||||||
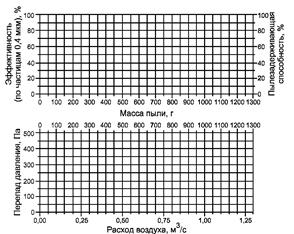 |
Кривая 4 Пылезадерживающая способность вычисляется как функция от массы подаваемой пыли при данном расходе воздуха | |||||||
| Кривая 3 Эффективность (0,4 мкм) вычисляется как функция от массы подаваемой пыли при данном расходе воздуха. | ||||||||
| Кривая 2 Перепад давления вычисляется как функция от расхода воздуха. | ||||||||
| Кривая 1 Перепад давления вычисляется как функция от расхода воздуха для чистого фильтра. | ||||||||
| Примечания – Полученные в результате испытаний характеристики не могут использоваться при прогнозировании характеристик фильтра в условиях эксплуатации. | ||||||||
Рисунок 11 – Итоговый материал отчета
EN 779:2002 – Эффективность после различных периодов пылевой нагрузки
Воздушный фильтр:
Испытание №:
Контрольный аэрозоль:
Расход воздуха: м 3 /с
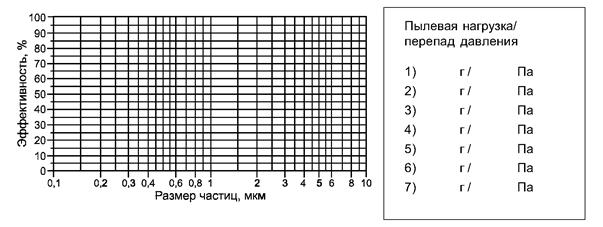
Рисунок 12 – Эффективность после различных циклов подачи пыли
EN 779:2002 – Начальная и средняя эффективность после различных циклов подачи пыли
Воздушный фильтр:
Испытание №:
Контрольный аэрозоль:
Расход воздуха: м 3 /с
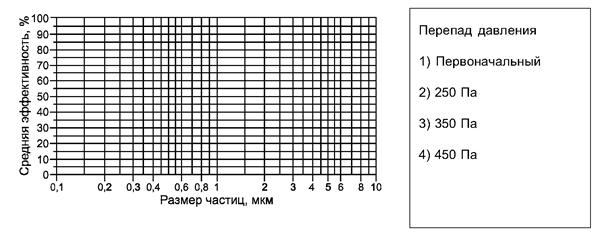
Рисунок 13 – Начальная и средняя эффективность при различных конечных перепадах давления на фильтре
Точные формы не требуются, но отчет должен включать в себя указанные пункты. Надписи каждой таблицы и графы предпочтительно должны включать в себя следующее: -тип фильтра;
– обозначение настоящего стандарта;
– номер испытания;
– контрольный аэрозоль;
– контрольный расход воздуха;
– подача пыли, пылеемкость и средняя эффективность должны записываться при конечных перепадах давления 150 и 250 Па для фильтров группы G; для перепадов давления 250, 350 и 450 Па для фильтров группы F; линейная интерполяция или экстраполяция может применяться для того, чтобы привести наиболее близкие измеренные значения к заданному конечному перепаду давления.
Итоговый раздел на одной странице отчета о технических параметрах фильтра должен включать в себя следующую информацию:
– основные данные:
1) наименование организации, проводящей испытания;
2) дата испытания;
3) фамилия, инициалы оператора;
4) номер отчета;
5) требования к испытаниям;
6) изготовитель устройства;
7) дата получения устройства (фильтра).
-данные об изготовителе испытуемого устройства (фильтра):
1)описание устройства;
2) тип, идентификация – маркировка;
3) изготовитель;
4) физическое описание конструкции (например карманный фильтр, число карманов);
5) размеры (ширина, высота, глубина);
6) тип фильтрующего материала, если возможно или допустимо, то должно быть описано следующее:
– идентификационный код (т.е. стекловолокнистый тип АВС123, неорганические волокна типа 123 ABC);
– эффективная фильтрующая поверхность;
– пылеемкость.
7) дополнительная информация, если необходимо;
– данные об испытаниях:
1) расход воздуха;
2) температура и относительная влажность воздуха;
3) тип подаваемой пыли и контрольного аэрозоля;
– результаты испытаний:
1) начальный и конечный перепад давления;
2) начальная и средняя эффективность (0,4 мкм), включая погрешность средней эффективности;
3) начальная и средняя пылезадерживающая способность;
4) пылеемкость;
5) эффективность заряженного и разряженного фильтра;
6) класс фильтра, включая в скобках условия испытаний, если расход воздуха или конечный перепад давления являются нестандартными;
– графики основных технических характеристик:
1) зависимость перепада давления от расхода воздуха для чистого фильтра;
2) зависимость перепада давления от количества поданной пыли;
3) зависимость эффективности (0,4 мкм) от количества поданной пыли;
4) зависимость пылезадерживающей способности от количества поданной пыли.
– специальные замечания:
1) результаты относятся только к испытанному изделию;
2) результаты испытаний не могут быть количественно соотнесены с техническими характеристиками фильтра в реальных условиях эксплуатации;
– в отчете следует:
– округлить числовые значения результатов испытаний до ближайшего целого числа;
– указать среднюю эффективность (0,4 мкм) и не указывать погрешности.
В дополнение к краткому отчету результаты измерений эффективности должны быть указаны в таблицах и графиках.
Таблицы:
1) эффективность и погрешность для каждого размера частиц после различных циклов подачи пыли (см. таблицу 8 );
2) средняя эффективность для каждого размера частиц при различных конечных перепадах давления (пылеемкость и класс фильтра могут быть включены см. таблицу 9 );
3) зависимость перепада давления от расхода воздуха и подачи пыли (см. таблицу 10 );
4) зависимость пылезадерживающей способности от перепада давления и подачи пыли (см. таблицу 11 );
5) эффективность незаряженного и разряженного фильтра (см. таблицы 12 и 13 ). Графики:
1) зависимость эффективности от размера частиц после различных циклов подачи пыли (см. рисунок 12 );
2) средняя эффективность при различных конечных перепадах давлений (см. рисунок 13 );
3) начальная эффективность (см. рисунок 13 ).
Линейная интерполяция или экстраполяция ближайшего полученного значения эффективности по частицам к конечному перепаду давления должна быть рассчитана как эффективность при заданном конечном перепаде давления. Альтернативно средние результаты могут быть интерполированы или экстраполированы по отношению к ближайшим измерениям конечного перепада давления.
Все требуемые данные и результаты измерений расхода воздуха и перепада давления, полученные при всех испытаниях, должны быть представлены в виде таблицы. Кривые перепадов давления на чистом и запыленном фильтрах представляют в заключении.
Перепады давления должны быть приведены к плотности воздуха 1,2 кг/м 3 (приложение D ).
Все требуемые данные и результаты измерений пылеемкости и пылезадерживающей способности представляются в виде таблицы.
Начальная пылезадерживающая способность, средняя пылезадерживающая способность и пылеемкость при различных конечных перепадах давления, а также кривая пылезадерживающей способности должны быть представлены в заключении.
На фильтр должна быть нанесена маркировка, в которой указывают следующие данные:
– наименование, торговая марка или другие данные об изготовителе;
– тип и исходный номер фильтра;
– обозначение настоящего стандарта;
– группа и класс фильтра согласно настоящему стандарту;
– расход воздуха, при котором фильтр был классифицирован.
Если правильная установка фильтра в вентиляционном канале не может быть выполнена, то необходима маркировка для правильного размещения фильтра в вентиляционном канале (т.е. «верх», «направление воздушного потока»). Маркировка должна быть четкой и долговечной.
А.1 Общие требования
Некоторые типы фильтрующих материалов рассчитаны на электростатический эффект, чтобы достигнуть высокой эффективности и низкого сопротивления воздушному потоку. Воздействие на фильтрующие материалы некоторых веществ, например, частиц выхлопных газов или масляного дыма может нейтрализовывать такие заряды с потерей технических характеристик фильтра. Важно, чтобы пользователь фильтров знал о возможности ухудшения технических характеристик, происходящих из-за потерь фильтрующими материалами зарядов в течение срока службы фильтра.
Снятие статического заряда используется для определения зависимости эффективности фильтра от механизма улавливания частиц за счет электростатических сил и получения количественной информации о важности электростатического эффекта улавливания частиц. Это достигается измерением эффективности улавливания неразряженного фильтрующего материала и соответствующей эффективности после исключения эффекта улавливания за счет электростатического эффекта.
А.2 Методика испытаний разряженного фильтрующего материала
А.2.1 Оборудование
Испытание основано на исключении электростатического механизма улавливания частиц. Может быть использована любая обработка, которая дает полное снятие электростатического заряда (изопропанол, дым дизельного двигателя, моющие средства или поверхностно-активные водные растворы), могут быть также использованы другие методы снятия заряда или испытательное оборудование по EN 1822-3, обеспечивающее полный разряд.
Ниже рассмотрена обработка с использованием изопропанола. В ходе испытаний с использованием изопропанола первоначально измеряется эффективность необработанных (в изопропаноле) образцов фильтрующих материалов. Затем образцы помещаются в изопропанол (100%-ный раствор). После обработки изопропанолом образцы помещаются на инертную поверхность в вытяжном шкафу для высушивания. После высыхания приблизительно в течение 24 ч повторяют измерения эффективности.
На рисунке А.1 приведена принципиальная схема оборудования для испытаний фильтрующих материалов. Эта система состоит из испытательного канала, расходомера, устройства контроля воздушного потока, пробоотборной трубки (в потоке после фильтра) и манометра. Образец фильтрующего материала закрепляется посредством фланца в испытательном канале. Испытательный канал также включает в себя смесительную секцию, которая гарантирует представительность пробы в потоке за фильтрующим материалом. Пробоотборник соединяется с пробоотборной линией анализатора размеров частиц в потоке за фильтрующим материалом.
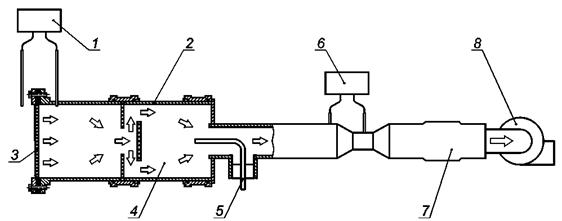
1 – манометр; 2 – испытательный канал; 3 – образец фильтрующего материала; 4 – смесительная секция; 5 – пробоотборная трубка счетчика частиц; 6 – расходомер; 7 – устройство контроля расхода воздушного потока; 8 – вентилятор
Рисунок А.1 – Оборудование для испытаний фильтрующего материала
На рисунке А.2 приведена система использования метода обработки изопропанолом. Эта система включает в себя кювету (емкость) для технического изопропанола и подложки, на которых образцы фильтрующих материалов размещаются для сушки. Сушка образцов фильтрующих материалов проводится в лабораторном вытяжном шкафу. При этом испытании могут использоваться любые реактивы или технический изопропанол.
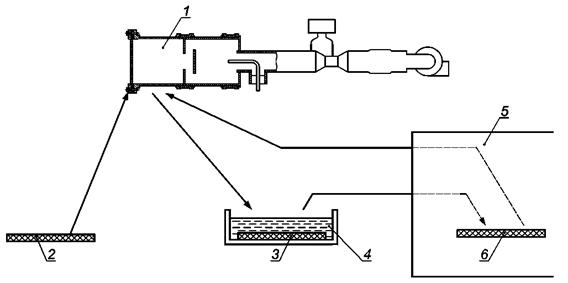
1 – устройства для измерения эффективности; 2 – образец фильтрующего материала; 3 – обработка изопропанолом; 4 – кювета (емкость) с изопропанолом; 5 – вытяжной шкаф; 6 – сушка образца материала
Рисунок А.2 – Принципиальная система испытаний с изопропанолом
А.2.2 Подготовка образцов для испытаний
Следует испытывать не менее трех образцов фильтрующих материалов. Размеры образцов должны соответствовать размерам фильтра. Места, где образцы фильтрующих материалов вырезаются (из целого фильтра) должны быть случайными. Эффективная фильтрующая поверхность образцов должна быть не менее 100 см 2 . Испытания могут быть проведены с использованием больших образцов или частей фильтров или даже полноразмерных фильтров.
А.2.3 Измерение эффективности фильтрации
Испытания начинаются с размещения образца фильтрующего материала в испытательном оборудовании. Скорость воздуха через фильтрующий материал устанавливается такой, чтобы она соответствовала номинальной скорости воздуха в фильтре. Измеряется перепад давления на фильтрующем материале. Эффективность фильтрации для частиц размером 0,4 мкм определяется по изменению концентрации частиц до и после образца фильтрующего материала. Выбирают контрольный аэрозоль, выполняют измерения эффективности и результаты испытания оформляют в соответствии с настоящим стандартом.
А.2.4 Испытания с изопропанолом
Испытания с изопропанолом выполняются, как указано ниже:
– измеряют значения начальной эффективности при перепаде давления образцов фильтрующего материала;
– образцы фильтрующих материалов помещают в технический изопропанол;
– образцы фильтрующих материалов размещают на инертных подложках для высыхания (подложки должны размещаться в лабораторном вытяжном шкафу);
– после высыхания (время около 24 ч) измерения перепада давления и эффективности повторяют.
А.3. Оформление результатов
Значения средней эффективности необработанных и разряженных образцов фильтрующих материалов рассчитывают и заносят в протокол испытаний.
В.1 Основные положения
Термин «отделение» включает в себя три отдельных явления: отскок частиц, выделение волокон или частиц из фильтрующего материала и вторичный унос частиц. Некоторые или все эти явления, с большей или меньшей вероятностью, происходят в течение срока службы установленного фильтра.
В.2 Отделение частиц
В.2.1 Отскок частиц
В идеальном процессе фильтрации каждая частица должна постоянно задерживаться в первом столкновении с фильтрующей поверхностью, такой как волокно фильтра или с ранее задержанной частицей. Для мелких частиц и низких скоростей воздуха силы адгезии значительно превышают кинетическую энергию движущихся частиц в воздушном потоке, и частицы пыли, которые уже уловлены, вряд ли будут вынесены из фильтра.
Увеличение размера частиц и скорости воздуха приводит к снижению этого эффекта, например крупные частицы «отскакивают» от волокон. Таким образом, они теряют достаточно энергии и могут быть захвачены в последующем столкновении с волокном. Однако, если эффективных контактов с волокном не последует, то частицы будут теряться, т.е. будут вынесены из фильтра, что указывает на соответствующее сокращение наблюдаемой эффективности для частиц в этом размерном диапазоне.
Метод определения количества отделений этого типа, который использует твердые частицы определен в ASHRAE/ANSI Standard 52.2 [1999]. Эффект отскока частиц не может быть измерен методом, в котором используются жидкие частицы согласно EN 779 настоящего стандарта.
Эффект отскока частиц более заметен для фильтров группы G, чем группы F.
Некоторые исследователи (см. ссылки 1 и 2В.4 ) выяснили, что снижение эффективности происходит для частиц с размерами от 4 до 8 мкм, которое может быть следствием этого эффекта (вынос частиц).Данный стандарт не содержит методов оценки эффективности фильтров для твердых частиц размерами более 3 мкм.
В.2.2 Выделение волокон или частиц фильтрующим материалом
Некоторые конструкции фильтра включают в себя фильтрующий материал, также содержащий и/или генерирующий некоторые свободные волокна, или частицы материала. Этот свободный материал может быть вынесен из фильтра воздушным потоком. Степень такой потери волокна зависит от целостности волокнистой структуры фильтрующего материала, твердости и стабильности изменений пылевых нагрузок и скоростей воздуха в течение всего срока службы фильтра.
Следует отметить, что число выделенных (вынесенных из фильтра) волокон незначительно в сравнении с полным количеством пыли, прошедшей через фильтр, нагружаемый пылевыми нагрузками, типичными для окружающей среды.
Эффект выделения волокон или макроскопического материала из фильтрующего материала более заметен для фильтров группы F, чем группы G.
B.2.3 Вторичный унос частиц
Когда количество задержанной пыли на фильтре увеличивается, появляются следующие дополнительные эффекты:
– влетающая частица может ударить по ранее захваченной частице и выбить ее в воздушный поток;
– скорость воздуха в каналах фильтрующего материала будет увеличиваться из-за уменьшения пространства для прохода воздуха захваченными частицами. Кроме того, фильтрующий материал (среда) может сжаться из-за увеличения сопротивления воздушному потоку, и таким образом стать причиной дополнительного увеличения скорости в воздушных каналах. Последовательное увеличение воздействия скольжения потока на осажденные частицы может вынести некоторые из них;
– колебания фильтрующего материала в течение работы фильтра вызывают перегруппировку пыли, задержанной в структуре фильтрующего материала. Это непосредственно приводит к уносу пыли. Колебания фильтрующего материала могут быть вызваны следующими обстоятельствами:
a) нормальным воздушным потоком, через фильтр, сочетающимся с периодическим (ежедневным) пуском и остановкой работы воздушных кондиционеров на объектах;
b) изменениями расхода воздуха, приводящими к сжатию и разрыхлению фильтрующего материала;
c) механической вибрацией.
Унос частиц по этим причинам (также называемый «вынос» или «разгрузка») может быть измерен и определен количественно (см. ссылки 3 и 4В.4 и также 10.4.2 .).
Эффект уноса одинаково ярко выражен для фильтров групп F и G.
В.3 Испытания
Кривые эффективности в зависимости от частиц различных размеров (фильтры группы F), приведенные в настоящем стандарте, показывают, что влияние указанных факторов очень незначительно. Кривые пылезадерживающей способности (фильтры группы G), приведенные в настоящем стандарте, показывают, что эти факторы влияют только частично. Любое понижение значения пылезадерживающей способности или сопротивления в течение хода испытания подачи пыли на фильтр должно рассматриваться как показатель того, что потеря могла произойти.
Значимые измерения потерь, таких как выделение частиц и вторичный унос, выполнить непросто.
Системы пробоотбора счетчика частиц не могут быстро адаптироваться к измерению кратковременных «взрывов» или образованию совокупностей частиц.
При будущем пересмотре настоящего стандарта будут рассмотрены методы, которые позволят дать количественную оценку «выделению» или «вторичному выносу» частиц или волокон.
Следует также обратить внимание на трудности по оценке этих характеристик фильтра для реальных условий, полученных с использованием синтетической контрольной пыли. Пользователи должны знать о возможности выделения волокон фильтра. В условиях эксплуатации, где это явление может иметь место, следует проводить диагностические отборы проб воздуха.
В.4 Ссылки
1. Phillips В. A., Davis, W. Т. and Dever, М., Investigation of the Effect of a Topically Applied Tackifier in Reducing Particle Bounce in a Melt-Blown Air Filter. (Filtration & Separation, 1996, p. 933).
2. Qian Y., Willeke K., Ulevicius V. and Grinshpun S. A., Particle Re-entrainment from Fibrous Filters, (Aerosol Science and Technology, 27:3).
3. Kuehn Т.Н., Yang С H. and Kulp R. H., Effects of Fan Cycling on the Performance of Particulate Air filters used for IAQ Control. (Indoor Air “96, The 7th International Conference on Indoor Air Quality and Climate, Vol. 4, p. 211).
4. Rivers R. D. and Murphy D. J., Determination of Air Filter Performance under Variable Air Volume (VAV) Conditions. (ASHRAE675-RP:1996).
С.1 Общие положения
Методы, описанные в настоящем стандарте, являются развитием методов, приведенных в ЕН 779:1993 и Евровент 4/9:1996. Базовая конструкция испытательного стенда, указанная в ЕН 779:1993, сохранена за исключением «пылевого пятна», получаемого при отборе проб атмосферного воздуха для определения концентрации аэрозоля по непрозрачности на испытательном оборудовании. Вместо этого аэрозоль DEHS (или эквивалентный) распыляется равномерно по всему поперечному сечению канала до фильтра в начальный момент испытаний фильтра. Представительные отборы проб в измерительных сечениях, расположенных до и после фильтра, анализируются счетчиком частиц для получения данных эффективности фильтра по размерам частиц.
Метод основан на процедуре по ЕН 779:1993, в которой испытания по определению эффективности по размерам частиц повторяются после каждого приращения пыли, подаваемой на фильтры группы F. Изменение метода состоит в том, что настоящий стандарт предусматривает проверку эффективности всех фильтров наряду с контролем пылезадерживающей способности фильтра независимо от его начальной эффективности. Если средняя эффективность фильтров менее 40 %, то они будут отнесены к группе G и эффективность будет записываться В < 40 %.
Подробности конструкции стенда не приводятся, но предполагается, что стенд обеспечивает точность и достоверность результатов испытаний.
С.2 Классификация
Классификационная система ЕН 779:1993 (содержащая классификацию фильтров по группам F и G) сохранена в настоящем стандарте и основывается на фильтрующей эффективности для жидких частиц диаметром 0,4 мкм.
Классификация базируется на характеристиках для частиц 0,4 мкм, классификация по ЕН 779:1993, основанная на методе испытаний непрозрачности «пылевого пятна», дает сравнимые результаты.
С.3 Испытания
С.3.1 Контрольный аэрозоль
Аэрозоль DEHS (или эквивалент) был выбран для испытаний на эффективность по следующим причинам:
– может быть использовано уже существующее оборудование, применяющееся при работе по Евровент 4/9;
– жидкие аэрозоли требуемых концентраций, размерных диапазонов и консистенции легче генерировать;
– DEHS может быть использован как нейтральный контрольный аэрозоль без какой-либо зарядки или может быть заряжен до уровня равновесного заряда Больцмана;
– счетчики частиц калибруются по сферическим частицам латекса; определение размера сферических жидких частиц, использующихся в оптических счетчиках частиц, более точное, чем твердых частиц или контрольной пыли несферической формы.
Аэрозоль должен быть доведен до состояния распределения заряда Больцмана, представляющего распределение заряда, соответствующего окружающему атмосферному аэрозолю.
С.3.2 Подаваемая пыль
Подаваемая пыль («синтетическая контрольная пыль») идентична пыли ASHRAE 52.1 и 52.2 и имеет следующий состав:
72 % по массе стандартизированной контрольной пыли для очистителей воздуха (ИСО 12103-1);
23 % по массе углеродного порошка (ASTM D 3765 поверхности СТАВ-27,3 ± 3 м 2 /г, ASTM D 2414DBP-абсорбции (0,68 ± 0,007) см 3 /г ASTM D3265 тон прочности (43 ± 4) единиц);
5 % по массе хлопковых волокон (волокна корпия); хлопковые волокна должны быть второй резки, удаленные из семени хлопчатника и почвы на заводе «Wiley Mill» и прошедшие через соответствующее сито с размером отверстий 4 мм.
Состав композиции пыли должен быть смешан на заводе-изготовителе.
Созданная композиция не представляет реальную пыль, но используется в течение 20 лет, чтобы «моделировать» запыление фильтра. Пыль будет использоваться до тех пор, пока не будет создана более представительная пыль.
ASHRAE и VTT в Финляндии проводят научно-исследовательские работы по созданию нового вида пыли.
С.3.3 Распределение и отбор проб аэрозолей
Использование жидких аэрозолей для измерения эффективности должно обеспечить условие равномерного распределения частиц, подаваемых на фильтр.
Для этого должны быть использованы соответствующие инжекционные или смесительные устройства, обеспечивающие коэффициент вариации менее 10 % в поперечном сечении входа воздуха в фильтр.
Пробы аэрозоля для определения концентраций и анализа размеров частиц в сечениях до и после фильтра должны быть полностью репрезентативны в точке отбора проб и должны обеспечивать компенсацию эффекта потери частиц в линиях отбора проб. Задача получения репрезентативного отбора проб из одной точки требует определенного фиксированного положения пробоотборников в измерительных сечениях. Это менее важно для фильтров невысокой эффективности (класс F5), чем для фильтров самого высокого класса эффективности группы F (класс F9).
С.3.4 Характеристики счетчика частиц
Оптический счетчик частиц должен давать информацию о частицах размером от 0,2 до 3,0 мкм и концентрации более 100 частиц в см 3 . Измерительные каналы должны включать 0,4 мкм и 3,0 мкм. Один и тот же инструмент (счетчик) должен использоваться при отборе проб для измерительных сечений до и после фильтра.
С.3.5 Испытания листового материала
Стандартом предусмотрен наименьший расход воздуха 0,24 м/с. Это означает, что листовой материал при скорости ниже 0,62 м/с не может быть испытан непосредственно как листовой материал. Для испытаний при более низких скоростях воздуха, проходящего через материал, площадь материала должна быть увеличена.
Если материал закреплен в рамке W-формы, то он может быть испытан как обычный фильтр. Между W-формой и листовым материалом нет корреляции, но метод может быть использован для сравнения и оценки материала.
На рисунке С.1 представлена типичная конструкция W-формы, которую можно использовать для оценки фильтрующего материала. W-форма имеет 1 м 2 чистой эффективной площади фильтрации, расход воздуха через фильтрующий материал (в м 3 /с) и среднюю скорость потока воздуха (в м/с).
0,4 м 3 /с создают скорость 0,4 м/с через фильтрующий материал.
1 – W-форма рамки; 2 – фильтрующий материал; 3 – W-форма прижимной рамки
Рисунок С.1 – Пример W-формы рамки и детали для испытаний
Фильтрующий материал для испытаний должен быть наложен на раму W-формы, распрямлен и закреплен с помощью такой же рамки W-формы (т. е. фильтрующий материал закреплен между двумя рамками W-формы).
С.4 Характеристики фильтрации
С.4.1 Основные положения
Меры, направленные на решение потенциальных проблем «вторичного уноса» твердых частиц, и характеристики нейтрализации зарядов в реальных условиях эксплуатации некоторых фильтрующих материалов приведены в приложениях А и В .
С.4.2 Перепад давления
Все измерения перепада давления должны быть скорректированы относительно рекомендованной плотности воздуха 1,2 кг/м 3 , которая соответствует стандартным условиям: температура 20 °С, барометрическое давление 101, 315 кПа, относительная влажность 50 %. Однако если плотность воздуха составляет от 1,16 кг/м 3 до 124 кг/м 3 , то корректирование не нужно.
С.4.3 Влияние удаления электростатических зарядов
Измерения эффективности в настоящем стандарте и классификация фильтров базируются на нейтрализованном контрольном аэрозоле (вплоть до распределения электростатических зарядов Больцмана). Для того чтобы проверить зависимость эффективности фильтра от механизма удаления электростатических зарядов, начальная эффективность должна быть определена как при ненейтрализованном аэрозоле DEHS, так и при нейтрализованном DEHS, генерируемого при испытаниях с помощью распылителя Ласкина.
Значительное увеличение эффективности для более мелких частиц выявляется, когда испытания проводят с ненейтрализованным аэрозолем. Это показывает, что эффективность фильтра зависит от механизма удаления электростатического заряда. Испытания, проводящиеся при значении, равном половине расхода воздуха, также дают более высокие значения для электростатических фильтров.
Все измерения потерь давления, проводимые в течение испытаний, должны быть скорректированы к плотности воздуха, равной 1,20 (1,1987) кг/м 3 при стандартных параметрах воздуха: температура 20 °С, барометрическое давление 101,325 кПа, относительная влажность 50 %. Однако при плотности воздуха от 1,16 до 1,24 кг/м 3 корректирование не нужно.
Потеря давления на фильтре может быть рассчитана по формулам:
| Dp = c ( qv )n , | (D.1) |
| c = k × m2-n × rn-1 , | (D.2) |
где Dр – падение давления, Па;
qv – расход воздуха, м 3 /с;
п – показатель степени;
k – константа;
m – динамическая вязкость воздуха, Пас;
r – плотность воздуха, кг/м 3 .
Измерительная система воздушного потока должна определять объемный расход воздуха в преобладающих условиях входа воздуха в испытуемый фильтр. С этими значениями расхода воздуха и измеренными потерями давлений, экспонента п в формуле D.1 может определяться методом наименьших квадратов. При известном показателе степени экспоненты, измеренные потери давления могут быть скорректированы к стандартным параметрам воздуха по формуле
 |
(D.3) |
где показатели без индекса относят к значениям условий испытаний, а показатели с индексами относятся к величинам стандартных параметров воздуха;
r1,20 = 1,1987 кг/м 3 ;
m1 ,20 = 18,097´10 -6 Па×с.
Показатель степени п обычно определяют только для чистого фильтра. В ходе цикла подачи пыли показатель п может меняться. Так как нежелательно измерять и строить кривые зависимости потерь давления от расхода воздуха после каждого цикла подачи пыли, начальное значение показателя п может быть использовано при испытаниях фильтра. Плотность воздуха r (кг/м 3 ) при измеренных температуре t, °С, барометрическом давлении Р, Па, и относительной влажности воздуха j, %, можно вычислить по формуле
 |
(D.4) |
где pw – парциальное давление пара в воздухе, Па, получаемое из формулы (D.5 )
 |
(D.5) |
где pws – давление насыщенного водяного пара в воздухе, Па, при температуре f, (°С), вычисляемое по формуле
 |
D.6 |
Динамическая вязкость m, Па × с, при температуре t , °С, может быть вычислена по формуле
 |
D.7 |
Е.1 Пример отчета об испытаниях
| EH 779 : 2002 – РЕЗУЛЬТАТЫ ИСПЫТАНИЙ ВОЗДУШНОГО ФИЛЬТРА | |||||||||
| Организация, проводящая испытания: | Отчет № | ||||||||
| ОБЩИЕ ДАННЫЕ | |||||||||
| Испытание № | Дата испытаний | Контролер | |||||||
| Заказчик испытаний | Дата получения фильтра | ||||||||
| Образец предоставлен | |||||||||
| ИСПЫТУЕМОЕ УСТРОЙСТВО | |||||||||
| Модель | Производитель | Конструкция | |||||||
| Тип фильтрующего материала Синтетический (стеклянный) | Эффективная поверхность фильтрации 19 м 2 | Фильтр компакт
4 V-формы карманов Габаритные размеры (ширина ´ высота ´ глубина) 592 мм ´ 592 мм ´ 592 мм |
|||||||
| УСЛОВИЯ ИСПЫТАНИЙ | |||||||||
| Расход воздуха 0,944 м 3 /с | Температура 20 °С – 24 °С | Относительная влажность от 26 % до 61 % | Испытательный аэрозоль DEHS | Тип испытательной пыли ASHRAE | |||||
| РЕЗУЛЬТАТЫ | |||||||||
| Начальный перепад давления 99 Па | Начальная пылезадерживающая способность 98 % | Начальная эффективность (0,4 мкм) 70 % | Пылеемкость: 254г/369г/46 г | Эффективность необработанного / разряженного материала (0,4 мкм см. приложение А )70,6 % / 69,6 % | |||||
| Конечный перепад давления: 250 Па/350 Па/ 450 Па | |||||||||
| Средняя пылезадерживающая способность 99 % | Средняя эффективность (0,4 мкм) 93 %/95 %/96% | Класс фильтра (450 Па) F9 | |||||||
| Замечания | |||||||||
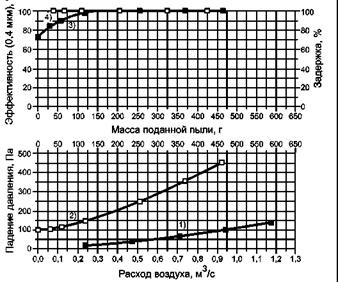 |
Кривая 4
Пылезадерживающая способность вычисляется как функция от массы подаваемой пыли при данном расходе воздуха. Кривая 3 Эффективность (0,4 мкм) вычисляется как функция от массы подаваемой пыли при данном расходе воздуха. Кривая 2 Перепад давления вычисляется как функция от расхода воздуха. Кривая 1 Перепад давления вычисляется как функция от расхода воздуха для чистого фильтра. |
||||||||
| Примечание – Полученные в результате испытаний характеристики не могут прогнозировать характеристики фильтра в условиях эксплуатации. | |||||||||
Рисунок Е.1 – Краткий отчет о результатах испытаний
Таблица Е.1 – Эффективность и погрешность после различных циклов подачи пыли
| ЕН 779 : 2002 – Эффективность и погрешность после различных циклов подачи пыли | ||||||||
| Воздушный фильтр WBF Лидер 100 | ||||||||
| Испытание № 12345 | ||||||||
| Контрольный аэрозоль DEHS | ||||||||
| Расход воздуха 0,944 м 3 /с | ||||||||
| Размер частиц, мкм | Эффективность, % | |||||||
| Интервал | Среднее | Перепад давления, Па и подаваемая пыль, г | ||||||
| 99 Па 0 г | 106 Па 30 г | 119 Па 60 г | 148 Па 120 г | 250 Па 255 г | 351 Па 370 г | 453 Па 465 г | ||
| 0,20 – 0,25 | 0,22 | 59,9 ± 1,7 | 73,1 ± 1,1 | 82,3 ± 1,4 | 93,5 ± 1,1 | 98,8 ± 0,4 | 98,8 ± 0,5 | 99,0 ± 0,2 |
| 0,25 – 0,35 | 0,30 | 64,0 ± 3,1 | 77,6 ± 2,5 | 84,2 ± 0,9 | 94,9 ± 1,0 | 99,0 ± 0,3 | 99,1 ± 1,5 | 99,1 ± 0,2 |
| 0,35 – 0,45 | 0,40 | 70,2 ± 1,4 | 83,7 ± 0,8 | 89,4 ± 0,8 | 96,7 ± 0,5 | 99,4 ± 0,2 | 99,2 ± 0,3 | 99,3 ± 0,1 |
| 0,45 – 0,60 | 0,52 | 76,5 ± 2,1 | 88,7 ± 2,0 | 94,0 ± 0,8 | 97,9 ± 0,4 | 99,5 ± 0,3 | 99,4 ± 0,1 | 99,4 ± 0,2 |
| 0,60 – 0,75 | 0,67 | 86,4 ± 1,5 | 92,2 ± 1,4 | 97,2 ± 0,4 | 99,1 ± 0,5 | 99,7 ± 0,2 | 99,6 ± 0,2 | 99,1 ± 0,3 |
| 0,75 – 1,00 | 0,87 | 90,3 ± 1,2 | 96,2 ± 0,7 | 98,5 ± 0,4 | 99,5 ± 0,2 | 99,5 ± 0,2 | 99,6 ± 0,2 | 99,5 ± 0,3 |
| 1,00 – 1,50 | 1,22 | 94,9 ± 0,6 | 98,2 ± 0,5 | 99,5 ± 0,2 | 99,6 ± 0,3 | 99,5 ± 0,2 | 99,6 ± 0,2 | 99,6 ± 0,1 |
| 1,50 – 2,00 | 1,73 | 98,7 ± 0,3 | 99,3 ± 0,3 | 99,6 ± 0,2 | 99,7 ± 0,2 | 99,7 ± 0,1 | 99,6 ± 0,2 | 99,5 ± 0,3 |
| 2,00 – 3,00 | 2,45 | 99,6 ± 0,3 | 99,8 ± 0,1 | 99,8 ± 0,1 | 99,7 ± 0,3 | 99,8 ± 0,1 | 99,8 ± 0,2 | 99,7 ± 0,2 |
| 3,00 – 4,50 | 3,67 | 99,7 ± 0,4 | 99,9 ± 0,2 | 99,7 ± 0,3 | 99,8 ± 0,4 | 99,8 ± 0,4 | 99,7 ± 0,3 | 99,8 ± 0,3 |
| Примечание – Погрешность полученных значений приведена при 95 %-ном доверительном интервале. | ||||||||
Таблица Е.2 – Средняя эффективность при конечном перепаде давления
| ЕН 779 : 2002 – Средняя эффективность при конечном перепаде давления | ||||
| Воздушный фильтр WBF Лидер 100 | ||||
| Испытание № 12345 | ||||
| Контрольный аэрозоль DEHS | ||||
| Расход воздуха 0,944 м 3 /с | ||||
| Размер частиц, мкм | Средняя эффективность, % | |||
| Интервал | Среднее значение | Конечный перепад давления | ||
| 250 Па | 350 Па | 450 Па | ||
| 0,20 – 0,25 | 0,22 | 88,6 ± 1,0 | 91,7 ± 0,8 | 93,2 ± 0,7 |
| 0,25 – 0,35 | 0,30 | 90,2 ± 1,1 | 93,0 ± 0,9 | 94,2 ± 0,8 |
| 0,35 – 0,45 | 0,40 | 93,1 ± 0,6 | 95,0 ± 0,5 | 95,8 ± 0,4 |
| 0,45 – 0,60 | 0,52 | 95,5 ± 0,7 | 96,7 ± 0,6 | 97,3 ± 0,5 |
| 0,60 – 0,75 | 0,67 | 97,3 ± 0,6 | 98,0 ± 0,5 | 98,3 ± 0,4 |
| 0,75 – 1,00 | 0,87 | 98,4 ± 0,4 | 98,8 ± 0,3 | 98,9 ± 0,3 |
| 1,00 – 1,50 | 1,22 | 99,1 ± 0,3 | 99,2 ± 0,3 | 99,3 ± 0,2 |
| 1,50 – 2,00 | 1,73 | 99,6 ± 0,2 | 99,6 ± 0,2 | 99,6 ± 0,2 |
| 2,00 – 3,00 | 2,45 | 99,8 ± 0,2 | 99,8 ± 0,2 | 99,8 ± 0,2 |
| 3,00 – 4,50 | 3,67 | 99,8 ± 0,4 | 99,8 ± 0,4 | 99,8 ± 0,3 |
| Пылеемкость | 254 г | 369 г | 461 г | |
| Класс фильтра | – | – | F9 | |
Таблица Е.3 – Расход воздуха и перепад давления после различных циклов подачи пыли
| EH 779:2002 – Расход воздуха и перепад давления после различных циклов подачи пыли | ||||||||||||
| Воздушный фильтр WBF Лидер 100 | ||||||||||||
| Испытание № 12345 | ||||||||||||
| Контрольный аэрозоль DEHS | ||||||||||||
| Расход воздуха 0,944 м 3 /с | ||||||||||||
| Дата | Подаваемая пыль | Диафрагма 191,5мм / 234,8 мм | Фильтр | |||||||||
| mtot ,г | tf , °С | psf , кПа | Dpf ,Па | qm ,кг/м 3 | t, °С | j, % | pа ,кПа | rкг/м 3 | qy , м 3 /с | Dp ,Па | Dp1,20Па | |
| Чистый фильтр | ||||||||||||
| 01.02.2002 | 0 | 20,1 | -1,570 | 1695 | 1,415 | 20,3 | 26,2 | 101,2 | 1,199 | 1,180 | 139 | 139 |
| 01.02.2002 | 0 | 20,3 | -1,027 | 1073 | 1,132 | 20,3 | 26,1 | 101,2 | 1,199 | 0,944 | 99 | 99 |
| 01.02.2002 | 0 | 20,2 | -0,604 | 599 | 0,851 | 20,2 | 26,1 | 101,2 | 1,199 | 0,710 | 66 | 66 |
| 01.02.2002 | 0 | 20,1 | -0,202 | 262 | 0,566 | 20,1 | 26,0 | 101,2 | 1,200 | 0,472 | 39 | 39 |
| 01.02.2002 | 0 | 20,3 | -0,088 | 64 | 0,282 | 20,4 | 25,6 | 101,2 | 1,199 | 0,236 | 18 | 18 |
| Перепад давления на чистом фильтре пропорционален (qi )n , где п = 1,2640 | ||||||||||||
| Процесс осаждения пыли | ||||||||||||
| 01.02.2002 | 0 | 23,4 | -1,404 | 1067 | 1,126 | 24,1 | 36,5 | 102,2 | 1,193 | 0,944 | 99 | 98 |
| 01.02.2002 | 30 | 23,1 | -1,164 | 1072 | 1,129 | 23,2 | 38,6 | 102,2 | 1,197 | 0,943 | 107 | 106 |
| 01.02.2002 | 30 | 23,2 | -1,416 | 1070 | 1,127 | 23,6 | 39,9 | 102,2 | 1,194 | 0,944 | 107 | 106 |
| 01.02.2002 | 60 | 23,2 | -1,425 | 1069 | 1,127 | 23,4 | 42,5 | 102,2 | 1,195 | 0,943 | 120 | 119 |
| 01.02.2002 | 60 | 23,2 | -1,425 | 1069 | 1,127 | 23,4 | 42,5 | 102,2 | 1,195 | 0,943 | 120 | 119 |
| 01.02.2002 | 120 | 23,3 | -1,464 | 1073 | 1,128 | 23,5 | 43,0 | 102,1 | 1,194 | 0,945 | 149 | 148 |
| 01.02.2002 | 120 | 23,1 | -1,448 | 1069 | 1,125 | 23,5 | 57,3 | 102,1 | 1,192 | 0,945 | 149 | 148 |
| 01.02.2002 | 255 | 23,2 | -1,561 | 1069 | 1,124 | 23,3 | 59,2 | 102,1 | 1,192 | 0,943 | 251 | 250 |
| 01.02.2002 | 255 | 23,7 | -1,572 | 1072 | 1,125 | 24,0 | 57,8 | 102,1 | 1,190 | 0,945 | 249 | 248 |
| 01.02.2002 | 370 | 23,5 | -1,664 | 1071 | 1,124 | 23,6 | 60,5 | 102,1 | 1,191 | 0,944 | 353 | 351 |
| 01.02.2002 | 370 | 23,8 | -1,671 | 1071 | 1,124 | 24,3 | 58,2 | 102,1 | 1,188 | 0,946 | 349 | 347 |
| 01.02.2002 | 465 | 23,6 | -1,123 | 1071 | 1,123 | 23,8 | 61,0 | 102,0 | 1,189 | 0,944 | 455 | 453 |
| Обозначения и единицы измерения: | ||||||||||||
| mtot – полная масса пыли, поданной на фильтр, г; | ||||||||||||
| tf – температура воздушного потока, °С; | ||||||||||||
| psf – показания прибора остаточного давления воздушного потока, кПа; | ||||||||||||
| Dp f – показания прибора перепада давления, Па; | ||||||||||||
| qm – расход воздуха по массе, м 3 /с; | ||||||||||||
| t – температура воздуха до фильтра, °С; | ||||||||||||
| j – относительная влажность воздуха до фильтра, %; | ||||||||||||
| ra – абсолютное давление воздуха до фильтра, кПа; | ||||||||||||
| r – плотность воздуха до фильтра, кг/м 3 ; | ||||||||||||
| qv – расход воздуха через фильтр, м 3 /с; | ||||||||||||
| Dr – измеренный перепад давления на фильтре, Па; | ||||||||||||
| Dr 1,20 – перепад давления на фильтре при плотности воздуха 1,20 кг/м 3 . | ||||||||||||
Эффективность после различных периодов пылевой нагрузки
Воздушный фильтр: WBF Лидер 100
Испытание №: 12345
Контрольный аэрозоль: DEHS
Расход воздуха: 0,944 м 3 /с
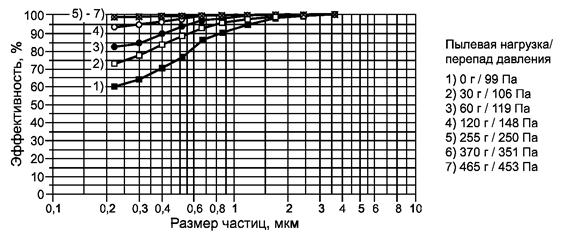
Рисунок Е.2 – Эффективность после различных периодов пылевой нагрузки
ЕН 779:2002 – Начальная и средняя эффективность при различных конечных перепадах давления
Воздушный фильтр: WBF Лидер 100
Испытание №: 12345
Контрольный аэрозоль: DEHS
Расход воздуха: 0,944 м 3 /с
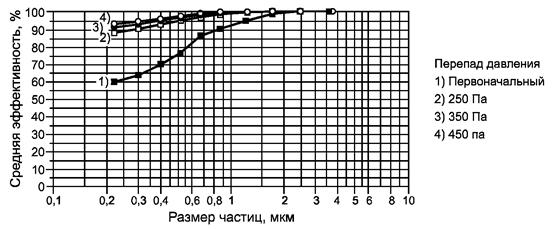
Рисунок Е.3 – Начальная и средняя эффективность при различных конечных перепадах давления
Таблица Е.4. – Перепад давления и пылезадерживающая способность после различных циклов подачи пыли
| ЕН 779 : 2002 – Перепад давления и пылезадерживающая способность после различных циклов подачи пыли | |||||||||
| Воздушный фильтр: WBF Лидер 100 | |||||||||
| Испытание № о 12345 | |||||||||
| Контрольный аэрозоль DEHS | |||||||||
| Расход воздуха 0,944 м 3 /с | |||||||||
| Дата | Dp1Па | Dm, г | mtotг | Dр 2 ,Па | m1 , г | т2 , г | D mff , г | md г | А, % |
| 2002-02-01 | 98 | 30 | 30 | 106 | 2291,8 | 2292,0 | 0,2 | 0,0 | 99,3 |
| 2002-02-01 | 106 | 30 | 60 | 119 | 2292,0 | 2292,3 | 0,3 | 0,0 | 99,0 |
| 2002-02-01 | 119 | 60 | 120 | 148 | 2292,4 | 2292,5 | 0,1 | 0,0 | 99,8 |
| 2002-02-01 | 148 | 135 | 255 | 250 | 2293,2 | 2293,6 | 0,4 | 0,0 | 99,7 |
| 2002-02-01 | 248 | 115 | 370 | 351 | 2293,6 | 2294,1 | 0,5 | 0,0 | 99,6 |
| 2002-02-01 | 347 | 95 | 465 | 453 | 2294,0 | 2294,2 | 0,2 | 0,0 | 99,8 |
| Масса испытуемого устройства
Начальная масса испытуемого устройства (фильтра) 5 113,4 г Конечная масса до испытуемого устройства (фильтра) 5 581,7 г |
|||||||||
| Обозначения и единицы измерения:
Dр1 – перепад давления перед пылевым приращением, Па; Dm – пылевое приращение, г; mtot – полная масса поданной пыли на фильтре, г; Dр2 – перепад давления после пылевого приращения, Па; m1 – масса финишного фильтра перед пылевым приращением, г; т 2 – масса финишного фильтра после пылевого приращения, г; Dmff – прирост массы финишного фильтра, г; md – пыль в канале после фильтра, г; А – пылезадерживающая способность, %. |
|||||||||
Таблица Е.5. – Погрешность эффективности и перепад давления фильтрующего материала
| ЕН 779 : 2002 – Погрешность эффективности и перепад давления фильтрующего материала | |||||
| Воздушный фильтр WBF Лидер 100 | |||||
| Испытание № 12345 | |||||
| Контрольный аэрозоль DEHS | |||||
| Расход воздуха 45 м 3 /ч | |||||
| Скорость в фильтрующем материале 0,05 м/с | |||||
| Размер образца фильтрующего материала 0,25 м 2 | |||||
| Размер частиц, мкм | Образец 1 | Образец 2 | Образец 3 | Образец 4 | |
| Эффективность, % | |||||
| Интервал | Среднее значение | Перепад давления | |||
| 100 Па | 98 Па | 102 Па | 100 Па | ||
| 0,20 – 0,25 | 0,22 | 59,9 ± 1,5 | 60,0 ± 1,8 | 60,2 ± 1,6 | 60,0 |
| 0,25 – 0,35 | 0,30 | 63,5 ± 2,8 | 63,0 ± 2,7 | 63,5 ± 2,5 | 63,3 |
| 0,35 – 0,45 | 0,40 | 70,5 ± 1,6 | 70,3 ± 1,8 | 71,0 ± 1,6 | 70,6 |
| 0,45 – 0,60 | 0,52 | 76,2 ± 1,8 | 75,9 ± 2,0 | 76,5 ± 1,9 | 76,2 |
| 0,60 – 0,75 | 0,67 | 86,0 ± 1,9 | 85,2 ± 1,7 | 86,3 ± 1,8 | 85,8 |
| 0,75 – 1,00 | 0,87 | 90,5 ± 1,0 | 90,4 ± 0,8 | 91,0 ± 1,0 | 90,6 |
| 1,00 – 1,50 | 1,22 | 94,7 ± 0,5 | 94,1 ± 0,5 | 95,0 ± 0,6 | 94,6 |
| 1,50 – 2,00 | 1,73 | 99,0 ± 0,3 | 98,8 ± 0,2 | 99,2 ± 0,2 | 99,0 |
| 2,00 – 3,00 | 2,45 | 99,8 ± 0,3 | 99,8 ± 0,2 | 99,9 ± 0,3 | 99,8 |
| Примечание – Погрешность полученных значений представлена при 95 %-ном доверительном интервале. | |||||
Таблица Е.6 – Эффективность и перепад давления разряженного фильтрующего материала
| ЕН 779:2002 – Эффективность и перепад давления разряженного фильтрующего материала | |||||
| Воздушный фильтр WBF Leader 100 | |||||
| Испытание: № 12345 | |||||
| Контрольный аэрозоль DEHS | |||||
| Расход воздуха 45 м 3 /ч | |||||
| Скорость в фильтрующем материале 0,05 м/с | |||||
| Размер образца фильтрующего материала 0,25 м 2 | |||||
| Размер частиц. мкм | Образец 1 | Образец 2 | Образец 3 | Среднее значение | |
| Эффективность, % | |||||
| Интервал | Среднее значение | Перепад давления, Па | |||
| 103 | 105 | 104 | 104 | ||
| 0,20 – 0,25 | 0,22 | 58,5 ± 1,6 | 61,0 ± 1,5 | 59,0 ± 1,8 | 59,5 |
| 0,25 – 0,35 | 0,30 | 62,5 ± 2,5 | 62,0 ± 2,8 | 62,0 ± 2,7 | 62,2 |
| 0,35 – 0,45 | 0,40 | 69,3 ± 1,6 | 69,3 ± 1,6 | 70,1 ± 1,8 | 69,6 |
| 0,45 – 0,60 | 0,52 | 76,0 ± 1,9 | 74,0 ± 1,8 | 76,0 ± 2,0 | 75,3 |
| 0,60 – 0,75 | 0,67 | 85,5 ± 1,8 | 85,0 ± 1,9 | 85,4 ± 1,7 | 85,3 |
| 0,75 – 1,00 | 0,87 | 90,5 ± 1,0 | 90,2 ± 1,0 | 89,5 ± 0,8 | 90,1 |
| 1,00 – 1,50 | 1,22 | 94,5 ± 0,6 | 94,0 ± 0,5 | 94,0 ± 0,5 | 94,2 |
| 1,50 – 2,00 | 1,73 | 99,0 ± 0,2 | 98,5 ± 0,3 | 98,5 ± 0,2 | 98,7 |
| 2,00 – 3,00 | 2,45 | 99,7 ± 0,3 | 99,6 ± 0,3 | 98,5 ± 0,2 | 99,3 |
| Примечание – Погрешность полученных значений представлена при 95% -ном доверительном интервале. | |||||
Е.2 Примеры расчетов
Значения и обозначения величин приведены в таблице Е.5 .
Таблица Е.7 – Пылеемкость и средняя пылезадерживающая способность
| Обозначение | Значение | ||||||
| Перепад давления, Па | |||||||
| Dr 1,20 | 99; | 106; | 119; | 148; | 250; | 351; | 453 |
| Пылевая нагрузка, г | |||||||
| mtot | 0; | 30; | 60; | 120; | 355; | 370; | 465; |
| Пыль, прошедшая устройство | |||||||
| å( mff +md ) | – | 0,2 | 0,5 | 0,6 | 1,0 | 1,5 | 1,7 |
| Средняя пылезадерживающая способность | |||||||
| Aт | – | 99,3 | 99,2 | 99,5 | 99,7 | 99,6 | 99,6 |
| Пылеемкость, г | |||||||
| DHC | 0 | 30 | 60 | 119 | 354 | 369 | 463 |
Средняя пылезадерживающая способность при 453 Па
Am453 = (465 -1,7) / 465 – 100 = 99,6 %.
Пылеемкость (DHC – Dust Holding Capacity) при 453 Па
| DHC 453 = mtot – å(Dm ff + md ); | (Е.1) |
DHC453 = 465 – [(0,2 + 0) + (0,3 + 0) + (0,1 + 0) + (0,4 + 0) + (0,5 + 0) + (0,2 + 0)] = 465 – 1,7 = 463,3.
Интерполяция пылеемкости 450 Па
DHC450 = (450 – 351)/(453 – 351) (463,3 – 368,5) + 368,5 = 92,0 + 368,5 = 460, 5 г.
Средняя пылезадерживающая способность при 450 Па
Рассчитанные значения для точки нагрузки при 453 Па близки к значению при 450 Па и могут быть использованы, как для 450 Па:
А т450 = 99,6 %.
Таблица Е.8 – Расчет эффективности для частиц размером 0,4 мкм
| Обозначение | Значение | ||||||||||
| Перепад давления, Па | |||||||||||
| Dr 1,20 | 99 | 106 | 119 | 148 | 250 | 351 | 453 | ||||
| Пылевая нагрузка, г | |||||||||||
| mtot | 0 | 30 | 60 | 120 | 355 | 370 | 465 | ||||
| Число частиц в воздухе до фильтра | |||||||||||
| N1 | 1412 | 1602 | 1936 | 1233 | 1467 | 1620 | 1754 | ||||
| N2 | 1317 | 1581 | 1900 | 1125 | 1437 | 1568 | 1793 | ||||
| N3 | 1414 | 1651 | 1862 | 1094 | 1412 | 1546 | 1734 | ||||
| N4 | 1394 | 1612 | 1865 | 1101 | 1404 | 1646 | 1811 | ||||
| N5 | 1389 | 1588 | 1921 | 1050 | 1408 | 1565 | 1698 | ||||
| N6 | 1362 | 1532 | 1785 | 1079 | 1415 | 1599 | 1674 | ||||
| N7 | 1360 | 1491 | 1801 | 1080 | 1377 | 1597 | 1770 | ||||
| Число частиц в воздухе после фильтра | |||||||||||
| n1 | 428 | 268 | 185 | 43 | 10 | 10 | 16 | ||||
| n2 | 417 | 266 | 213 | 41 | 12 | 10 | 9 | ||||
| n3 | 415 | 257 | 184 | 34 | 10 | 8 | 12 | ||||
| n4 | 388 | 254 | 202 | 41 | 5 | 19 | 11 | ||||
| n5 | 423 | 240 | 195 | 32 | 10 | 18 | 11 | ||||
| n6 | 388 | 264 | 209 | 25 | 7 | 14 | 11 | ||||
| Единичная эффективность, % | |||||||||||
| E1 | 68,63 | 83,16 | 90,35 | 96,35 | 99,31 | 99,37 | 99,10 | ||||
| E2 | 69,46 | 83,54 | 88,68 | 96,30 | 99,16 | 99,36 | 99,49 | ||||
| E3 | 70,44 | 84,25 | 90,13 | 96,90 | 99,29 | 99,50 | 99,32 | ||||
| E4 | 72,12 | 84,13 | 89,33 | 96,19 | 99,64 | 98,82 | 99,37 | ||||
| E5 | 69,25 | 84,62 | 89,48 | 96,99 | 99,29 | 98,86 | 99,35 | ||||
| Е6 | 71,49 | 82,53 | 88,34 | 97,68 | 99,50 | 99,12 | 99,36 | ||||
| Эффективность, % | |||||||||||
| E1 | 70,23 | 83,70 | 89,38 | 96,74 | 99,37 | 99,17 | 99,33 | ||||
| Погрешность эффективности, % – фильтр | |||||||||||
| s | 1,36 | 0,77 | 0,79 | 0,57 | 0,17 | 0,29 | 0,13 | ||||
| п | 6 | 6 | 6 | 6 | 6 | 6 | 6 | ||||
| v= п – 1 | 5 | 5 | 5 | 5 | 5 | 5 | 5 | ||||
| t1-a/2 /(n) 0,5 | 1,049 | 1,049 | 1,049 | 1,049 | 1,049 | 1,049 | 1,049 | ||||
| Ui | 1,43 | 0,81 | 0,82 | 0,60 | 0,18 | 0,30 | 0,14 | ||||
| Средняя эффективность, % | |||||||||||
| Е т | – | – | – | – | 93,07 | 95,00 | 95,86 | ||||
| Погрешность средней эффективности, % – фильтр | |||||||||||
| Um | – | – | – | – | 0,60 | 0,49 | 0,43 | ||||
Эффективность E1 при 453 Па
Первая единичная эффективность E1 %, при 453 Па рассчитывается по формуле
E1 = (1 – 16/[(1754 + 1793)/2]) 100 = 99,10.
Эффективность Еi при 453 Па
Среднее значение шести единичных эффективностей Еi453 , %, при 453 Па рассчитывается по формуле
Ei453 = (99,10 + 99,49 + 99,32 + 99,37 + 99,35 + 99,36)/6 = 99,33 .
Погрешность эффективности фильтра Еi , %, при 453 Па
Ui453 = 1,049-0,13 = 0,14.
Средняя эффективность, %, при значении количества поданной пыли 465 г и 453 Па
Em453 = 1/465[30(70,2 + 83,7)/2 + 30(83,7 + 89,4)/2 + 60(89,4 + 96,7)/2 ++ 135(96,7 + 99,4)/2 + 115(99,4 + 99,2)/2 + 95(99,2 + 99,3)/2] = 95,86.
Интерполяция средней эффективности, %, при 450 Па
Em450 = (450 – 351)/(453 – 351)(95,86 – 95,00) + 95,00 = 95,8.
Погрешность средней эффективности фильтра, %, при 453 Па
Em453 = 1/465[30(1,43 + 0,81 )/2 + 30(0,81 + 0,82)/2 + 6(0,82+ 0,60)/2 ++ 135(0,60 + 0,18)/2 + 115(0,18 + 0,30)/2 + 95(0,30 + 0,14)/2] = 0,43 % – фильтр.
Погрешность средней эффективности, %, при 450 Па
Рассчитанное значение количества поданной пыли наиболее близко к значению 450 Па и может быть использовано для 453 Па:
Е т450 = ±0,43.
Е.3 Конечные результаты при 450 Па
| Средняя эффективность % (0,4 mт ) | Е т = (95,8 ±0,4) |
| Класс фильтра | F9 |
| Средняя пылезадерживающая способность | А т > 99 % (99,6) |
| Пылеемкость, г | DHC = 461. |
Таблица F.1
| Обозначение ссылочного международного (регионального) стандарта | Обозначение и наименование соответствующего национального стандарта |
| ЕН 1822-1:1998 | * |
| ИСО 2854:1976 | * |
| ИСО 5167-1:2004 | * |
| ИСО 12103-1:1997 | * |
| * Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Федеральном информационном фонде технических регламентов и стандартов. | |
| [1]ANSI/ASHRAE 52.1:1992 | Gravimetric and dust-spot procedures for testing air-cleaning devices used in general ventilation for removing particulate matter |
| [2] ASHRAE 52.2:1999 | Method of testing general ventilation air-cleaning devices for removal efficiency by particle size |
| [3] ASME Standard MFC-3M-1985 Measurement of fluid flow in pipes using orifice nozzle and venture | |
| [4] EN 779:1993 | Particulate air filters for general ventilation; requirements, testing, marking |
| [5] EN 1822-3 | High efficiency air filters (HEPA and ULPA) • Part 3: Testing flat sheet filter media |
| [6] Eurovent 4/9:1997 | Method of testing air filters used in general ventilation for determination of fractional efficiency |
| [7] NFX 44-060:1993 | Air cleaning equipment – Oil mist gas purifiers with integral fan for screw-cutting industry |
| [8] NordtestNT WS 117:1998 | Test method for electret filters – Determination of the electrostatic enhancement factor of filter media |
| [9] IES-RP-CC013 | Equipment calibration or validation procedures |
| [10] IEST-RP-CC013 | Equipment calibration or validation procedure |
| [11] ASTM-F328-98 | Standard practice for calibration of an airborne particle counter using monodispersed spherical particles |
| [12]ASTM-F649-80 | Standard practice for secondary calibration of airborne particle counter using comparison procedures |
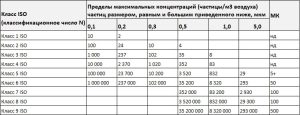
ГОСТ Р ИСО 14644-1-2000
Группа Т58
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ЧИСТЫЕ ПОМЕЩЕНИЯ И СВЯЗАННЫЕ С НИМИ КОНТРОЛИРУЕМЫЕ СРЕДЫ
Часть 1
Классификация чистоты воздуха
Cleanrooms and associated controlled environments. Part 1.
Classification of air cleanliness
ОКС 13.040.30
ОКСТУ 6300, 9400
Дата введения 2001-06-01
Предисловие
1 ПОДГОТОВЛЕН Ассоциацией инженеров по контролю микрозагрязнений (АСИНКОМ)
ВНЕСЕН Техническим комитетом по стандартизации ТК 184 “Обеспечение промышленной чистоты” Госстандарта России
2 ПРИНЯТ И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстандарта России от 18 мая 2000 г. N 141-ст
3 Настоящий стандарт представляет собой аутентичный текст международного стандарта ИСО 14644-1-99 “Чистые помещения и связанные с ними контролируемые среды. Часть 1: Классификация чистоты воздуха”
4 ВВЕДЕН ВПЕРВЫЕ
Введение
Чистые помещения и связанные с ними контролируемые среды обеспечивают контроль аэрозольных загрязнений в пределах, определяемых видами деятельности, чувствительными к загрязнениям. Контроль микрозагрязнений нужен для продукции и процессов в таких отраслях как аэрокосмическая, микроэлектронная, фармацевтическая и пищевая промышленность, производство медицинских изделий и здравоохранение.
Настоящий стандарт определяет классификационные уровни, которые следует использовать для обозначения чистоты воздуха в чистых помещениях и связанных с ними контролируемых средах, а также стандартный метод контроля и определения концентрации аэрозольных частиц.
Применение настоящего стандарта для целей классификации ограничено указанным в нем диапазоном размеров частиц для определения пределов концентрации частиц. Стандарт также дает методы для определения и обозначения уровней чистоты, которые основаны на определении концентрации аэрозольных частиц с размером, меньшим или большим, чем размер, установленный для классификации.
Настоящий стандарт входит в серию стандартов, связанных с чистыми помещениями и контролем загрязнений. При проектировании, задании требований, эксплуатации и контроле чистых помещений и других контролируемых окружающих сред следует учитывать многие другие факторы, кроме загрязнения аэрозольными частицами. Эти факторы в определенной степени детализируются в других частях международных стандартов, разрабатываемых ИСО/ТК 209.
При определенных обстоятельствах соответствующие регулирующие органы могут вводить дополнительные условия и ограничения. В таких случаях может потребоваться соответствующая адаптация стандартных контрольных процедур.
Международный стандарт ИСО 14644 подготовлен Техническим комитетом ИСО/ТК 209, Cleanrooms and associated controlled environments – Чистые помещения и связанные с ними контролируемые среды:
– Часть 1: Классификация чистоты воздуха
– Часть 2: Формы регистрации для контроля и мониторинга для обоснования непрерывного соответствия стандарту ИСО 14644-1
– Часть 3: Метрология и методы испытаний
– Часть 4: Проектирование, строительство и пуск в эксплуатацию
– Часть 5: Эксплуатация
– Часть 6: Термины и определения
– Часть 7: Специальные устройства обеспечения чистоты.
1 Область применения
Настоящий стандарт устанавливает классификацию чистоты воздуха в чистых помещениях и связанных с ними контролируемых средах только по концентрации взвешенных в воздухе частиц (аэрозолей). Для целей классификации рассматриваются только аэродисперсные системы (множества частиц), имеющие распределения с ограниченными снизу размерами частиц (предельными значениями) от 0,1 до 5 мкм.
Настоящий стандарт не дает классификацию аэродисперсных систем (множеств), размеры частиц которых находятся вне установленного диапазона (от 0,1 до 5,0 мкм). Концентрации ультрамелких частиц (менее 0,1 мкм) и макрочастиц (более 5,0 мкм) могут использоваться для количественного описания таких аэродисперсных систем с помощью U-дескрипторов и М-дескрипторов соответственно.
Настоящий стандарт не может быть использован для характеристики физической, химической, радиологической природы аэрозолей, а также жизнеспособных частиц.
Примечание – Фактическое распределение концентраций частиц в более широких пределах размеров обычно непредсказуемо и, как правило, является переменным во времени.
2 Определения
В настоящем стандарте используются термины с соответствующими определениями.
2.1 Общая часть
2.1.1 чистое помещение (cleanroom): Помещение, в котором контролируется концентрация взвешенных в воздухе частиц и которое построено и используется так, чтобы свести к минимуму поступление, выделение и удержание частиц внутри помещения, и в котором, по мере необходимости, контролируются другие параметры, например, температура, влажность и давление.
2.1.2 чистая зона (clean zone): Определенное пространство, в котором контролируется концентрация взвешенных в воздухе частиц и которое построено и используется так, чтобы свести к минимуму поступление, выделение и удержание частиц внутри зоны, и в котором, по мере необходимости, контролируются другие параметры, например, температура, влажность и давление.
Примечание – Чистая зона может быть открытой или отгороженной и находиться как внутри, так и вне чистого помещения.
2.1.3 система чистого помещения (installation): Чистое помещение или одна или несколько чистых зон со всеми относящимися к ним структурами, системами подготовки воздуха, обслуживания и утилизации.
2.1.4 класс чистоты (classification): Уровень чистоты по взвешенным в воздухе частицам, применимый к чистому помещению или чистой зоне, выраженный в терминах “класс N ИСО”, который определяет максимально допустимые концентрации (в частицах на кубометр воздуха) для рассматриваемых размеров частиц.
Примечания
1 Концентрация определяется по 3.2 (уравнение 1).
2 В соответствии с настоящим стандартом классы чистоты ограничены пределами от класса 1 ИСО до класса 9 ИСО.
3 Рассматриваемые размеры частиц (нижние пороговые значения), применимые для классификации в соответствии с настоящим стандартом, ограничены диапазоном 0,1-5,0 мкм. Для пороговых размеров частиц, находящихся вне диапазона, охватываемого классификацией, чистота воздуха может быть описана и определена (но не классифицирована) при помощи U- или М-дескрипторов (см. 2.3.1 или 2.3.2).
4 Промежуточные классификационные числа ИСО могут быть определены с наименьшим допустимым приращением 0,1; т.е. ряд промежуточных классов ИСО расширяется от класса 1,1 ИСО до класса 8,9 ИСО.
5 Класс чистоты может быть задан или достигнут в любом из трех состояний чистых помещений (см.2.4).
2.2 Взвешенные в воздухе частицы – аэрозоли (Airborne particles)
2.2.1 частица (particle): Твердый или жидкий объект, который в целях классификации чистоты воздуха характеризуется совокупным распределением, основанным на пороговом размере (нижнем пределе) от 0,1-5,0 мкм.
2.2.2 размер частиц (particle size): Диаметр сферы, которая дает отклик в контролирующем приборе, равный отклику от оцениваемой частицы.
Примечание – Для дискретного счета частиц приборами, работающими на принципе рассеяния света, используется эквивалентный оптический диаметр.
2.2.3 концентрация частиц (particle concentration): Число отдельных частиц в единице объема воздуха.
2.2.4 распределение частиц по размерам (particle size distribution): Распределение концентрации частиц как функция их размеров.
2.2.5 ультрамелкая частица (ultrafine particle): Частица с эквивалентным диаметром менее 0,1 мкм.
2.2.6 макрочастица (macroparticle): Частица с эквивалентным диаметром более 5 мкм.
2.2.7 волокно (fibre): Частица вытянутой формы, длина которой превышает ширину в 10 или более раз.
2.3 Дескрипторы (Descriptors)
2.3.1 U-дескриптор (U-descriptor): Определенная или заданная концентрация частиц в 1 м воздуха, включая ультрамелкие частицы.
Примечание – U-дескриптор может рассматриваться как верхний предел для средних значений в точках отбора проб (или как верхний доверительный предел, зависящий от числа точек отбора проб, которым характеризуют чистое помещение или чистую зону). U-дескрипторы не могут использоваться для определения классов чистоты по взвешенным в воздухе частицам, но они могут указываться независимо или совместно с классами чистоты по взвешенным в воздухе частицам.
2.3.2 М-дескриптор (M-descriptor): Определенная или заданная концентрация макрочастиц в 1 м воздуха, выраженная через эквивалентный диаметр, который характеризует используемый метод измерения.
Примечание – М-дескриптор может рассматриваться как верхний предел средних значений в точках отбора проб (или как верхний доверительный предел, зависящий от числа точек отбора проб, которым характеризуют чистое помещение или чистую зону). М-дескрипторы не могут использоваться для определения классов чистоты по взвешенным в воздухе частицам, но они могут указываться независимо или совместно с классами чистоты по взвешенным в воздухе частицам.
2.4 Состояния чистого помещения (Occupancy states)
2.4.1 построенное (as-built): Состояние, в котором система чистых помещений завершена, все обслуживающие системы подключены, но отсутствует производственное оборудование, материалы и персонал.
2.4.2 оснащенное (at-rest): Состояние, в котором система чистых помещений укомплектована оборудованием и отлажена в соответствии с соглашением между Заказчиком и Исполнителем, но персонал отсутствует.
2.4.3 эксплуатируемое (operational): Состояние, в котором система чистых помещений функционирует установленным образом, с установленной численностью персонала, работающего в соответствии с документацией.
2.5 Стороны (Roles)
2.5.1 Заказчик (customer): Организация или ее представитель, ответственный за точное определение требований к чистому помещению или чистой зоне.
2.5.2 Исполнитель (supplier): Организация, выполняющая установленные требования к чистому помещению или чистой зоне.
3 Классы чистоты
3.1 Состояния чистого помещения
Чистота воздуха по частицам в чистом помещении или чистой зоне должна быть определена по одному (или более) из трех состояний чистых помещений – построенному, оснащенному или эксплуатируемому (см. 2.4).
Примечание – Следует иметь в виду, что состояние “построенное” может применяться к недавно построенным или недавно реконструированным чистым помещениям или чистым зонам. После испытания в состоянии “построенное” дальнейшие испытания должны выполняться по согласованию в состояниях “оснащенное” или “эксплуатируемое”, или в обоих.
3.2 Классификационное число
Чистота по взвешенным в воздухе частицам обозначается классификационным числом . Максимально допустимая концентрация частиц
для каждого данного размера частиц
определяется из уравнения
 , (1)
, (1)
где – максимально допустимая концентрация (число частиц в кубометре воздуха) взвешенных в воздухе частиц, равных или больших чем данный размер частиц.
округляется до ближайшего целого числа, при этом используется не более трех значащих цифр;
– классификационное число ИСО, которое не должно превышать значения 9. Промежуточные числа классификации ИСО могут быть определены с наименьшим допустимым приращением
, равным 0,1;
– рассматриваемый размер частиц, мкм;
0,1 – константа, мкм.
В таблице 1 показаны классы чистоты по взвешенным в воздухе частицам и соответствующие концентрации частиц размерами, равными и большими указанных размеров. На рисунке А.1 принятие класса чистоты показано в графическом виде. В случае разногласий концентрация , определяемая из уравнения (1), должна служить в качестве стандартного значения.
Таблица 1 – Классы чистоты по взвешенным в воздухе частицам для чистых помещений и чистых зон
|
Класс ИСО (Классифика- |
Пределы максимальных концентраций (частицы/м |
|||||
|
|
0,1 |
0,2 |
0,3 |
0,5 |
1,0 |
5,0 |
|
Класс 1 ИСО |
10 |
2 |
|
|
|
|
|
Класс 2 ИСО |
100 |
24 |
10 |
4 |
|
|
|
Класс 3 ИСО |
1000 |
237 |
102 |
35 |
8 |
|
|
Класс 4 ИСО |
10000 |
2370 |
1020 |
352 |
83 |
|
|
Класс 5 ИСО |
100000 |
23700 |
10200 |
3520 |
832 |
29 |
|
Класс 6 ИСО |
1000000 |
237000 |
102000 |
35200 |
8320 |
293 |
|
Класс 7 ИСО |
|
|
|
352000 |
83200 |
2930 |
|
Класс 8 ИСО |
|
|
|
3520000 |
832000 |
29300 |
|
Класс 9 ИСО |
|
|
|
35200000 |
8320000 |
293000 |
|
Примечание – Из-за неопределенности, связанной с процессом измерения, при классификации следует использовать данные по концентрации, имеющие не более трех значащих цифр. |
||||||
3.3 Обозначение класса чистоты
Обозначение класса чистоты по взвешенным в воздухе частицам для чистых помещений и чистых зон включает:
a) классификационное число, выраженное как “класс N ИСО”;
b) состояние чистого помещения, для которого применяется классификация;
c) рассматриваемый размер(ы) частиц и соответствующая концентрация(и), определенные по уравнению классификации (1), где каждый данный пороговый размер частиц находится в пределах 0,1-5,0 мкм.
Пример обозначения:
Класс 4 ИСО; эксплуатируемое состояние; рассматриваемые размеры:
0,2 мкм (2370 частиц/м), 1 мкм (83 частицы/м
).
Рассматриваемый размер(ы) частиц, для которого следует определить концентрацию(и), должен быть согласован между Заказчиком и Исполнителем.
Если оценка должна быть сделана для более чем одного размера частиц, то каждый больший диаметр частицы (например, ) должен быть, по крайней мере, в 1,5 раза больше ближайшего меньшего диаметра частицы (например,
).
Например: >1,5
.
4 Проверка соответствия
4.1 Принцип проверки
Соответствие установленным Заказчиком требованиям к чистоте воздуха (классу ИСО) проверяется при испытаниях по определенным методикам с оформлением документации по результатам и условиям испытаний в соответствии с соглашением между Заказчиком и Исполнителем.
4.2 Испытания
Рекомендуемый метод испытания для демонстрации соответствия приведен в приложении В. Можно использовать альтернативный метод, который имеет сопоставимую точность с рекомендуемым. Если иной метод не определен или не согласован, то должен использоваться рекомендуемый метод.
Испытания, выполняемые для демонстрации соответствия, должны проводиться с использованием калиброванных приборов.
4.3 Пределы концентрации взвешенных в воздухе частиц
После завершения испытаний в соответствии с 4.2 следует рассчитать средние концентрации частиц и 95%-ный верхний доверительный предел (если это требуется) по формулам, приведенным в приложении С.
Средние концентрации частиц, рассчитанные по формуле С.1, не должны превышать пределов концентрации, определенных уравнением (1) в 3.2, для заданных размеров (3.3 с).
Кроме того, для случаев, в которых число точек отбора проб не менее двух, но не более девяти, вычисленные 95%-ные верхние доверительные пределы в соответствии с С.3 не должны превышать пределов концентрации, установленных выше.
Примечание – Примеры классификации приведены в приложении D.
При определении концентрации частиц и для целей классификации следует использовать один и тот же метод для всех рассматриваемых размеров частиц.
4.4 Протокол испытаний
Результаты испытаний каждого чистого помещения или чистой зоны должны быть оформлены в виде подробного протокола с указанием соответствия или несоответствия заданному классу чистоты по взвешенным в воздухе частицам.
Протокол испытаний должен включать:
a) наименование, адрес проверяющей организации, дату проведения испытаний;
b) обозначение настоящего стандарта; дату утверждения действующего издания;
c) четкую планировку испытуемого чистого помещения или чистой зоны (включая информацию о соседних зонах, в случае необходимости) и координат всех точек отбора проб;
d) данные о назначении чистого помещения или чистой зоны, включая классификацию по ИСО, соответствующее состояние(я) чистых помещений, и рассматриваемые размеры частиц;
e) данные об использованном методе испытаний, включая любые специальные условия, относящиеся к испытаниям или к отклонениям от метода испытаний, а также данные о приборе для испытаний и его действующий сертификат калибровки;
f) результаты испытаний, включая данные о концентрации частиц для всех точек отбора проб.
Примечание – Если концентрации ультрамелких частиц или макрочастиц определены количественно, как описано в приложении Е, то соответствующая информация должна быть включена в протокол испытаний.
ПРИЛОЖЕНИЕ А
(справочное)
Графическое представление классов чистоты
На рисунке А.1 дано графическое представление классов чистоты воздуха, соответствующее таблице 1 (только с целью иллюстрации). Классы ИСО по таблице 1 показаны линиями, представляющими пределы концентрации для данных пороговых размеров частиц. Они основаны на вычислениях по уравнению 1 в 3.2. Поскольку линии только аппроксимируют границы классов, они не должны использоваться для определения этих границ.

Рисунок А.1 – Графическое представление пределов концентрации для принятых классов ИСО
Границы классификации, показанные на графике, не могут экстраполироваться за пределами сплошных кружков, которые указывают минимальные и максимальные пределы размеров частиц, применяемых для каждого из показанных классов ИСО.
Границы классификации не представляют фактических распределений частиц по размерам, имеющих место в чистых помещениях и чистых зонах.
Примечания
1 представляет максимально допустимую концентрацию (число частиц в кубометре воздуха) взвешенных в воздухе частиц, равных и больших, чем данный размер частиц.
2 – установленное классификационное число ИСО.
ПРИЛОЖЕНИЕ В
(обязательное)


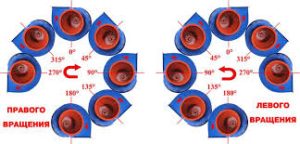

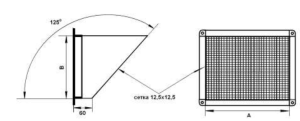
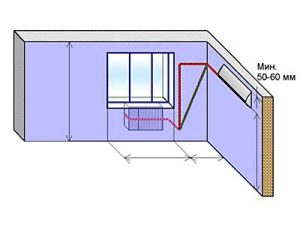
Схема 2
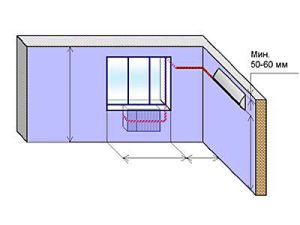
Схема 1



Узел увеличения жесткости может быть установлен на смонтированном воздуховоде без демонтажных работ.
Возможный диаметр стягивающей шпильки: 8, 10, 12 мм

Узел увеличения жесткости может быть установлен на смонтированном воздуховоде без демонтажных работ.
Возможный диаметр стягивающей шпильки: 8, 10, 12 мм
Аэродинамические испытания систем вентиляции выполняются в соответствии с требованиями ГОСТ 12.3.018-79 «Системы вентиляционные. Методы аэродинамических испытаний», в соответствии с п.1.1 которого необходимо соблюдение метода выбора точек измерений, в соответствии с которым для измерения давлений и скоростей движения воздуха в воздуховодах (каналах) должны быть выбраны участки с расположением мерных сечений на расстоянии не менее шести гидравлических диаметров за местом возмущения потока (отводы, шиберы, диафрагмы) и не менее двух гидравлических диаметров перед ним. При отсутствии прямолинейных участков необходимой длины, допускается располагать мерное сечение в месте, делящем выбранный для измерения участок в отношении 3:1 в направлении движении воздуха. Согласно п.1.2. ГОСТ 12.3.018-79 допускается размещать мерное сечение непосредственно в месте внезапного расширения или сужения потока. При этом размер мерного сечения принимают соответствующим меньшему сечению канала. Координаты и количество точек измерений в воздуховодах определяется формой и сечением воздуховода (канала):

Аэродинамические испытания систем вентиляции выполняются в соответствии с требованиями ГОСТ 12.3.018-79 «Системы вентиляционные. Методы аэродинамических испытаний», в соответствии с п.1.1 которого необходимо соблюдение метода выбора точек измерений, в соответствии с которым для измерения давлений и скоростей движения воздуха в воздуховодах (каналах) должны быть выбраны участки с расположением мерных сечений на расстоянии не менее шести гидравлических диаметров за местом возмущения потока (отводы, шиберы, диафрагмы) и не менее двух гидравлических диаметров перед ним. При отсутствии прямолинейных участков необходимой длины, допускается располагать мерное сечение в месте, делящем выбранный для измерения участок в отношении 3:1 в направлении движении воздуха. Согласно п.1.2. ГОСТ 12.3.018-79 допускается размещать мерное сечение непосредственно в месте внезапного расширения или сужения потока. При этом размер мерного сечения принимают соответствующим меньшему сечению канала. Координаты и количество точек измерений в воздуховодах определяется формой и сечением воздуховода (канала):


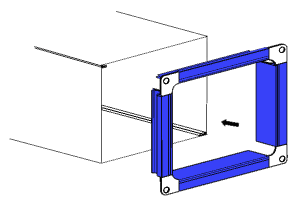
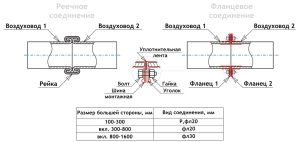
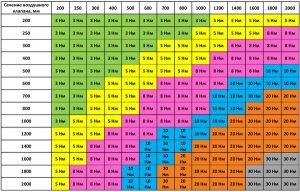
Оконные конструкции такого типа аналогичны деревянным. В них нет вертикальной перегородки — импоста по середине, поэтому распахнутые створки полностью освобождают проем. Подходят для монтажа в квартирах, загородных домах, а также подсобных и нежилых помещениях. Такие окна красивы, полностью отвечают требованиям безопасности.
Особенность конструкции — только одна ведущая створка, вторая является вспомогательной. В коробке они могут быть зафиксированы разными способами:
У штульповой системы створки взаимосвязаны. Первой открывается бесштульповая (поворотная или поворотно-откидная), затем открывается другая, поворотная. Для максимальной прочности профиль усиливается армированием. Несмотря на утяжеление конструкции это делает ее намного прочнее. В профиле второй створки находится запор, фиксируемый в стандартных створках на центральной панели. Штульповые системы не уступают обычным по уровню защищенности, оказывают достаточно серьезное сопротивление взломщикам. Штульп часто усиливают противовзломной фурнитурой, отличающейся от стандартной.
Конструкция обладает рядом плюсов:
Штульповое окно — прочное, надежное, долговечное. Но стоит упомянуть и о минусах:
Формула полностью раскрывает эксплуатационные характеристики и особенности стеклопакетов:
Формула начинается с описания стекла со стороны улицы и заканчивается листом стекла со стороны помещения. Толщина указывается в миллиметрах. Во всех случаях толщина стекла всегда чередуется с толщиной дистанционной рамки. Таким образом вы никогда не запутаетесь.

В соответствии с ГОСТ 24866-2014 приняты следующие обозначения:
СПО — стеклопакет однокамерный.
СПД — стеклопакет двухкамерный.
СПТ — трёхкамерный стеклопакет (в ГОСТе не регламентирован).
М0, М1 — стекло листовое бесцветное. Самое качественное стекло М0, оно используется для измерительных инструментов и оптических приборов, для остекления его применение нецелесообразно. Для остекления используется марка М1, она допускает лишь незначительные искажения и структурные недостатки, соответствует также ГОСТу 111.
У — стекло узорчатое.
А — стекло армированное. На этапе производства внутрь закладывается сетка из малоуглеродистой стали.
Ап — стекло армированное полированное.
Р1А, Р2А, Р3А, Р4А, Р5А — стекло многослойное ударостойкое. Чем больше число, тем падение с больше высоты выдерживается (от 1,5м до 9м).
Р1В, Р2В, Р3В — стекло многослойное взломостойкое. Чем больше число, тем больше ударов топором / молотком выдерживается (от 30 до свыше 70).
С1, Бр1, Бр2, Бр3, Бр4, Бр5, Бр6 — стекло многослойное пулестойкое. Защита от патронов 18,5мм; 9×18мм; 9×21мм; 9×19мм; 5,45×39мм/7,62×39мм; 7,62×54мм и 12,7×108мм соответственно.
SB1, SB2, SB3, SB4, SB5, SB6, SB7, EXV45, EXV33, EXV25, EXV19, EXV15, EXV12, EXV10 — стекло многослойное взрывостойкое. SB и EXV это разные методики испытания, чем больше число, тем большей мощности и с более близкого расстояния взрыв выдерживается (до 125 кг ТНТ).
СМ1, СМ2, СМ3, СМ4 — стекло многослойное безопасное при эксплуатации. Чем больше число, тем при большей высоте падения 45-киллограммового мешка стекло предотвращает риск порезов и ран (от 30см до 2м).
Т0, Т1 — стекло окрашенное в массе. В соответствии с нормами в скобках указывается цвет, число по аналогии с М0 и М1 обозначает марку.
E15, E30, E45, E60, E90, E120, E180, EW15, EW30, EW45, EW60, EW90, EW120, EW180, EI15, EI30, EI45, EI60, EI90, EI120, EI180 — стекло огнестойкое. Число означает время достижения предельного состояния в минутах. Состояния: E — потеря целостности, W и I — разные методы расчёта потери теплоизолирующей способности.
З — стекло закаленное.
ТП — стекло термоупрочнённое.
Ст — стекло солнцезащитное с твёрдым покрытием.
См — стекло солнцезащитное с мягким покрытием.
Дт — стекло декоративное с твёрдым покрытием.
Дм — стекло декоративное с мягким покрытием.
К — стекло низкоэмиссионное(энергосберегающее) с твёрдым покрытием.
И — стекло низкоэмиссионное(энергосберегающее) с мягким покрытием.
TP — терморазрыв дистанционной рамки (в ГОСТе не регламентирован).
ТД — тепловая дистанция дистанционной рамки (в ГОСТе не регламентирована).
Xe — заполнение межстекольного пространства ксеноном.
Kr — заполнение межстекольного пространства криптоном.
Ar — заполнение межстекольного пространства аргоном.

Рассмотрим простой пример формулы популярного бюджетного варианта стеклопакета СПО(24) 4М1-16-4М1. На основании того, что было усвоено выше, это однокамерный стеклопакет из 2-х обычных стёкол толщиной 4мм с шириной дистанционной рамки 16мм. Несложно понять, что толщина всего стеклопакета будет 24мм, что и указано в скобках формулы. СПО(24) в формуле чаще всего не используют, так как эта информация избыточная, и это можно понять по оставшейся формуле. Также могут не указывать и М1, так как это стандарт и он подразумевается по умолчанию.
Если вам предложат стеклопакет 4М1-16-4И, то это будет означать, что стекло со стороны комнаты энергосберегающее, остальное соответствует предыдущему примеру.
Разберём теперь двухкамерный стеклопакет СПД(32) 4М1-10-4М1-10-4М1. Видим, что здесь 3 обычных стеклам по 4мм и между ними 2 дистанционные рамки по 10мм, получаем итоговую толщину стеклопакета в 32мм. При добавлении функции теплосбережения формула примет вид СПД(32) 4М1-10-4М1-10-4И.
Для типовых окон квартир и частных домов используется стекло толщиной 4мм, но при большой площади стеклопакета она увеличивается до 6, при этом, чтобы стеклопакет отвечал стандартам по общей толщине, уменьшают ширину дистанционных рамок, а иначе штапик невозможно будет зафиксировать.
К примеру, если со стороны улицы будет использовано стекло 6мм, то формула примет вид 6-14-4(24), а если оба стекла будут по 6мм, то расстояние между ними уменьшится до 12мм, то есть мы получим 6-12-6(24).
Чтобы закрепить изученное, приведём ещё возможные формулы для двухкамерного стеклопакета с общей толщиной от 32 до 50 мм:
У многослойных стёкол «триплекс» свои обозначения. Так как такие стёкла склеены через плёнку то используются значения ширины через точку.
Пример такой формулы 4.4.1-12-4-14-4. Подобные формулы уже разбирались, интерес представляет лишь первое значение 4.4.1, обозначающее 2 стекла по 4мм склеенных между собой одним слоем плёнки.
Толщина плёнки измеряется в микрометрах и не влияет на итоговую толщину стеклопакета. Общая толщина данного стеклопакета рассчитывается как 4+4+12+4+14+4, получаем одно из стандартных значений 2-камерных стеклопакетов в 42мм.
Рамки по умолчанию изготавливаются из алюминия, поэтому такой вариант может никак не обозначаться в формуле, отражается лишь толщина в миллиметрах. Иногда для соответствия санитарным правилам и нормам оконная конструкция требует наличия термовставки, которая записывается в формуле в виде обозначений ТД и ТР. К примеру, без термовставок не обходится ни одна алюминиевая система при тёплом остеклении.
В некоторых случаях формулу уточняют, указывая тип газа, заполняющего воздушные камеры. Принято, что по умолчанию между стёклами обычный осушенный воздух, то есть в этом случае допускается отсутствие дополнительных пометок. Если для улучшения теплоизолирующих свойств камера заполнена инертными газами, такими как ксенон, криптон, аргон, то это отражается в формуле стеклопакета.
Дистанционные рамы с различными термовставками для повышения теплоизоляции могут отмечаться в формуле по названию производителя.

Стандартные величины толщины всего стеклопакета от 14 до 60 мм, дистанционной рамки от 6 до 36 мм.
Допускается максимальное отклонение номинальной толщины в 1мм для СПО и 1,5 мм для СПД.
Как уже говорилось выше, при остеклении домов и квартир используются листы стекла толщиной 4-6мм.
Вместо обозначения типа стекла допустимо писать название используемой марки/бренда.
Разберём для лучшего усвоения и закрепления ещё несколько случаев:
Стеклопакет с отвечающей вашим запросам формулой может быть вмонтирован только в определённую профильную систему. Ключевое значение здесь играет монтажная глубина профиля.
У наиболее популярных соответствие существующих вариантов глубины профиля максимальному значению толщины стеклопакета выглядит так:
Это необходимо учесть.
|
Формула стеклопакета |
Удельный вес |
Сопротивление теплопередачи |
|
4x16x4 (24мм) |
20 кг./м2 |
0,35 м2х°С/Вт |
|
4x10x4x10x4 (32мм) |
30 кг./м2 |
0,51 м2х°С/Вт |
|
4x10x4x10x4i (32мм) |
30 кг./м2 |
0,65 м2х°С/Вт |
|
4x14x4x14x4 (40мм) |
30 кг./м2 |
0,56 м2х°С/Вт |
|
4x20x4x20x4 (52мм) |
30 кг./м2 |
0,59 м2х°С/Вт |
|
Противошумные стеклопакеты |
||
|
6x8x4x9x5 (32ш) |
37,5 кг./м2 |
0,48 м2х°С/Вт |
|
6x9x4x16x5 (40ш) |
37,5 кг./м2 |
0,53 м2х°С/Вт |
|
Энергосберегающие стеклопакеты |
||
|
4x14x4x14x4i (40мм) |
30 кг./м2 |
0,72 м2х°С/Вт |
|
4is- 14Ar-4- 14Ar-4i |
30 кг./м2 |
1,02 м2х°С/Вт |
|
4is-14T-4-14T-4i |
30 кг./м2 |
0,92 м2х°С/Вт |
|
4is-14-4-14-4i |
30 кг./м2 |
0,91 м2х°С/Вт |
|
4i-14-4-14-4i |
30 кг./м2 |
0,92 м2х°С/Вт |
|
4-14T-4-14T-4i |
30 кг./м2 |
0,73 м2х°С/Вт |
|
Теплопакеты |
||
|
4x24TPx4i (32мм) |
20 кг./м2 |
0,72 м2х°С/Вт |
|
4x 14TPx4x 14TPx4i (40мм) |
30 кг./м2 |
0,80 м2х°С/Вт |
При записи формулы СП: слева улица 4x10x4x10x4 справа помещение.

При взгляде на пластиковые окна кажется, что везде установлены одинаковые стекла. Это далеко не так. Ассортимент стекла, используемого для изготовления оконных конструкций, разнообразен. А поскольку оно занимает 80+% площади стеклопакета, то его тип и свойства во многом определяют технические характеристики и стоимость продукции.
Листовое стекло может быть прозрачным или цветным, противовзломным, ограничивать проникновение ультрафиолета, повышать энергоэффективность окон ПВХ. Широкое разнообразие материала позволяет производителям удовлетворять запросы клиентов в вопросах стоимости и потребности в определенных качествах продукции.
Стекло для производства светопрозрачных конструкций классифицируется по:
Марка обозначается буквой «М» и сопровождается цифровым индексом. В производстве оконных систем используют листовое стекло марок М0 – М7, которые имеют свои особенности:
В производстве окон используются следующие типы стекла:





При выборе наполнения пластиковых окон отталкиваются от задач, которые предстоит решить. Например, если нужно сэкономить, а запроса на особые свойства нет, подойдет флоат-стекло. Если нужно обеспечить конфиденциальность или затемнить помещение, заказывают тонированное наполнение. Для финансовых, стратегических или иных объектов с запросом на повышенную безопасность можно рассматривать приобретение бронированных, противовзломных и иных защитных конструкций.
Перед тем как заказать окна ПВХ, продумайте, какие задачи должно выполнять остекление и каким индивидуальным запросам должно соответствовать, — это сузит круг моделей и поможет сделать правильный выбор.
Основные критерии, которые стоит учесть:
|
Артикул |
Наименование |
Комментарий |
|
10 |
10мм Стекло |
10mm Planibel Clear |
|
10зк |
10мм Стекло закаленное |
10mm закаленное |
|
4is_En.L |
4мм Energy Light мультифункциональное |
Стекло мультифункциональное 4мм Energy Light |
|
4тн_Pl.Brn |
4мм Planibel bronze бронза |
Стекло 4мм бронза_Planibel bronze |
|
4тн_зк_Pl.Brn |
4мм Planibel bronze бронза закаленное |
Стекло 4мм бронза закаленное_Planibel bronze |
|
4тн_Pl.Gry |
4мм Planibel grey серое |
Стекло 4мм серое_ Planibel grey |
|
4тн_зк_Pl.Gry |
4мм Planibel grey серое закаленное |
Стекло 4мм серое закаленное_Planibel grey |
|
4зр_Stp.Brn |
4мм Stopsol Phoenix bronze бронза солнцезащитное |
Стекло 4мм бронза солнцезащитное_Stopsol Phoenix bronze |
|
4зр_зк_Stp.Brn |
4мм Stopsol Phoenix bronze закаленное бронза солнцезащитное |
Стекло 4 мм закаленное зеркальное бронза |
|
4зр_Stp.Grn |
4мм Stopsol Phoenix green зеленое солнцезащитное |
Стекло 4мм зеленое солнцезащитное_Stopsol Phoenix green |
|
4зеркл |
4мм Зеркало Mirox |
4мм Зеркало Mirox |
|
4 |
4мм Стекло |
4mm Planibel clear |
|
4вт |
4мм Стекло витраж |
Стекло 4мм витраж |
|
4вт_зк |
4мм Стекло витраж закаленное |
Стекло 4мм витраж закаленное |
|
4вт_мт |
4мм Стекло витраж матовое_matelux |
Стекло 4мм витраж матовое_matelux |
|
4зк |
4мм Стекло закаленное |
4mm Planibel clear закаленное |
|
4мт |
4мм Стекло матовое_matelux |
Стекло матовое 4мм matelux |
|
5 |
5мм Стекло |
5mm Planibel clear |
|
5вт |
5мм Стекло витраж |
Стекло 5мм витраж |
|
5зк |
5мм Стекло закаленное |
5mm Planibel clear закаленное |
|
5мт |
5мм Стекло матовое_matelux |
Стекло матовое 5мм matelux |
|
5мт_зк |
5мм Стекло матовое_matelux закаленное |
Стекло матовое 5мм matelux закленное |
|
6 |
6мм Стекло |
6mm Planibel clear |
|
6арм |
6мм Стекло армированное |
Стекло 6мм армированное |
|
6вт |
6мм Стекло витраж |
Стекло 6мм витраж |
|
6зк |
6мм Стекло закаленное |
6mm Planibel clear закаленное |
|
8 |
8мм Стекло |
8mm Planibel Clear |
|
8зк |
8мм Стекло закаленное |
8mm закаленное |
|
Pyrobel17N |
Pyrobel17N |
|
|
Pyrobel21 |
Pyrobel21 (22мм) |
|
|
Pyrobel8 |
Pyrobel8 |
|
|
Pyrobelite 9EG |
Pyrobelite 9EG |
|
|
Pyropane100 |
Pyropane100 |
|
|
6.2.6. |
Триплекс 12мм.Stratobel 66.2 |
12mm Stratobel 66.2 |
|
8.2.8. |
Триплекс 16мм.Stratobel 88.2 |
Триплекс 16мм .Stratobel 88.2 |
|
3.1.3мт. |
Триплекс 6мм матовый.Stratobel33.1мат |
Триплекс 6мм мат. Stratobel 33.1.мат |
|
3.1.3. |
Триплекс 6мм.Stratobel 33.1 |
6mm Stratobel 33.1 |
|
3.1.3Black |
Триплекс 6мм.Stratobel 33.1 black |
Триплекс 6мм .Stratobel 33.1 black |
|
3.1.3Gry |
Триплекс 6мм.Stratobel 33.1 grey |
Триплекс 6мм .Stratobel 33.1 grey |
|
3.1.3i |
Триплекс 6мм.Stratobel 33.1i |
6mm Stratobel 33.1 Top N+ |
|
3.2.3_St.ph |
Триплекс 6мм.Stratophone 33.2 |
Триплекс 33.2 Stratophone |
|
3.2.3i_St.ph |
Триплекс 6мм.Stratophone 33.2i |
Триплекс 33.2i Stratophone |
|
4.1.4. |
Триплекс 8мм.Stratobel 44.1 |
8mm Stratobel 44.1 |
|
4.1.4i |
Триплекс 8мм.Stratobel 44.1i |
Триплекс 8мм Stratobel 44.1 Top N+ |
|
4.2.4_St.ph |
Триплекс 8мм.Stratophone 44.2 Stratophone |
Триплекс Тр 44.2 Stratophone |
|
Артикул |
Наименование |
Комментарий |
|
4i_Cl.G.N |
4мм Clima Guard N энергосберегающее |
Стекло 4мм Низкоэмиссионное теплосберегающее Clima Guard N |
|
4is_Cl.G.Slr.Bl |
4мм Clima Guard Solar Blue мультифункциональное синее (не закаливаемое) |
Стекло 4мм мультифункциональное синее (не закаливаемое) Clima Guard Solar Blue |
|
4is_Cl.G.Slr.Brn |
4мм Clima Guard Solar Bronze мультифункциональное бронза (не закаливаемое) |
Стекло 4мм мультифункциональное бронза (не закаливаемое) Clima Guard Solar Bronze |
|
4is_Cl.G.Slr.Slv |
4мм Clima Guard Solar Silver мультифункциональное серебро (не закаливаемое) |
Стекло 4мм мультифункциональное серебро (не закаливаемое) Clima Guard Solar Silver |
|
4is_Cl.G.Slr.Sk gry |
4мм Clima Guard Solar Sky grey мультифункциональное небесно серое (не закаливаемое) |
Стекло 4мм мультифункциональное небесно серое (не закаливаемое)Clima Guard Solar Sky grey |
|
4is_Cl.G.Slr |
4мм Clima Guard Solar мультифункциональное |
Стекло 4мм мультифункциональное Clima Guard Solar |
|
4is_Cl.G.Slr_Акция |
4мм Clima Guard Solar мультифункциональное_Акция |
Стекло 4мм мультифункциональное Clima Guard Solar_Акция |
|
4тн_Sn.G.Lg bl52 |
4мм SunGuard HD Light Blue 52 нейтрально-голубое |
Стекло 4мм нейтрально-голубое_солнцезащитное моноостекление SunGuard HD Light Blue 52 |
|
4тн_зк_Sn.G.Lg bl52 |
4мм SunGuard HD Light Blue 52 нейтрально-голубое закалённое |
Стекло 4мм нейтрально-голубое_солнцезащитное моноостекление закалённое SunGuard HD Light Blue 52 |
|
4тн_Sn.G.Nt67 |
4мм SunGuard HD Neutral 67 нейтральное |
Стекло 4мм нейтральное_солнцезащитное моноостекление SunGuard HD Neutral 67 |
|
4тн_зк_Sn.G.Nt67 |
4мм SunGuard HD Neutral 67 нейтральное закалённое |
Стекло 4мм нейтральное_солнцезащитное моноостекление закалённое SunGuard HD Neutral 67 |
|
4тн_Sn.G.Slv70 |
4мм SunGuard HD Silver 70 серебро |
Стекло 4мм серебро_солнцезащитное моноостекление SunGuard HD Silver 70 |
|
4тн_зк_Sn.G.Slv70 |
4мм SunGuard HD Silver 70 серебро закалённое |
Стекло 4мм серебро_солнцезащитное моноостекление закалённое SunGuard HD Silver 70 |
|
4тн_Sn.G.Slv gry32 |
4мм SunGuard HD Silver Grey 32 серебристо-серый |
Стекло 4мм серебристо-серый_солнцезащитное моноостекление SunGuard HD Silver Grey 32 |
|
4тн_зк_Sn.G.Slv gry32 |
4мм SunGuard HD Silver Grey 32 серебристо-серый закалённое |
Стекло 4мм серебристо-серый_солнцезащитное моноостекление закалённое SunGuard HD Silver Grey 32 |
|
6i_Cl.G.N |
6мм Clima Guard N энергосберегающее |
Стекло 6мм Низкоэмиссионное теплосберегающее Clima Guard N |
|
6is_Cl.G.Slr.Brn |
6мм Clima Guard Solar Bronze мультифункциональное бронза (не закаливаемое) |
Стекло 6мм мультифункциональное бронза (не закаливаемое) Clima Guard Solar Bronze |
|
6is_Cl.G.Slr.Slv |
6мм Clima Guard Solar Silver мультифункциональное серебро (не закаливаемое) |
Стекло 6мм мультифункциональное серебро (не закаливаемое) Clima Guard Solar Silver |
|
6is_Cl.G.Slr.Sk gry |
6мм Clima Guard Solar Sky grey мультифункциональное небесно серое (не закаливаемое) |
Стекло 6мм мультифункциональное небесно серое (не закаливаемое)Clima Guard Solar Sky grey |
|
6is_Cl.G.Slr |
6мм Clima Guard Solar мультифункциональное |
Стекло 6мм мультифункциональное Clima Guard Solar |
|
6тн_Sn.G.Lg bl52 |
6мм SunGuard HD Light Blue 52 нейтрально-голубое |
Стекло 6мм нейтрально-голубое_солнцезащитное моноостекление SunGuard HD Light Blue 52 |
|
6тн_зк_Sn.G.Lg bl52 |
6мм SunGuard HD Light Blue 52 нейтрально-голубое закалённое |
Стекло 6мм нейтрально-голубое_солнцезащитное моноостекление закалённое SunGuard HD Light Blue 52 |
|
6тн_Sn.G.Nt67 |
6мм SunGuard HD Neutral 67 нейтральное |
Стекло 6мм нейтральное_солнцезащитное моноостекление SunGuard HD Neutral 67 |
|
6тн_зк_Sn.G.Nt67 |
6мм SunGuard HD Neutral 67 нейтральное закалённое |
Стекло 6мм нейтральное_солнцезащитное моноостекление закалённое SunGuard HD Neutral 67 |
|
6тн_Sn.G.Slv70 |
6мм SunGuard HD Silver 70 серебро |
Стекло 6мм серебро_солнцезащитное моноостекление SunGuard HD Silver 70 |
|
6тн_зк_Sn.G.Slv70 |
6мм SunGuard HD Silver 70 серебро закалённое |
Стекло 6мм серебро_солнцезащитное моноостекление закалённое SunGuard HD Silver 70 |
|
6тн_Sn.G.Slv gry32 |
6мм SunGuard HD Silver Grey 32 серебристо-серый |
Стекло 6мм серебристо-серый_солнцезащитное моноостекление SunGuard HD Silver Grey 32 |
|
6тн_зк_Sn.G.Slv gry32 |
6мм SunGuard HD Silver Grey 32 серебристо-серый закалённое |
Стекло 6мм серебристо-серый_солнцезащитное моноостекление закаленное SunGuard HD Silver Grey 32 |
RAL — цветовой стандарт, разработан в Германии в 1927 году Государственным комитетом по условиям поставок, по просьбе производителей лакокрасочной продукции. Были обозначены стандарты на цветовое пространство, разделяя его на диапазоны и обозначая каждый цвет однозначным цифровым индексом. В шкалу RAL постоянно разрабатываются, и добавляются новые цвета, в соответствии с потребностями рынка. Многочисленные описания, которые сопровождают примеры цветов, гарантируют понятное средство коммуникации в большинстве областей промышленности. Универсальная система выбора цветов RAL востребована во многих отраслях, где необходимо правильное понимание цвета.
RAL classic – это классическая цветовая коллекция, которая стала стандартом для определения цвета с 1927 года. Сегодня серия включает в себя 213 цветов, в том числе 17 оттенков металлик. Номера шкалы RAL четырехзначные, (XXXX) где 1xxx — жёлтые (30 шт.), 2xxx — оранжевые (13 шт.), 3xxx — красные (25 шт.), 4xxx — фиолетовые (12 шт.), 5xxx — синие (25 шт.), 6xxx — зелёные (36 шт.), 7xxx — серые (38 шт.), 8xxx — коричневые (20 шт.), 9xxx — светлые и тёмные (14 шт.). Указанное количество оттенков включают в себя также металлик. Классические цвета RAL широко применяются в различных областях промышленности.
Шкала RAL принята в 1993 году. Изначально она состояла из 1688 цветных оттенков, в дальнейшем ее сократили до 1625 шт. Все оттенки цветов систематически упорядочены для использования в профессиональном цветовом дизайне. Цвета отсортированы согласно технологическим определениям тона, яркости и насыщенности цвета. Данная система обозначений обеспечивает лёгкость и простоту создания гармоничных комбинаций цвета. Образцы цветов отсортированы согласно значениям оттенка, яркости и насыщенности в визуальной цветовой модели RAL. Эта система имеет семизначную нумерацию (HHH LL CC). Где H — оттенок, L — яркость и С — насыщенность цвета.
Новая коллекция RAL, была разработана в связи с пожеланием увеличить количество цветом для сектора промышленности. Коллекция RAL Effect разработана в 2007 году, содержит 420 матовых оттенков для водно-дисперсионных красок, 70 глянцевых оттенков для красок металлик. Имеет нумерацию: №XXX-X или №XXX-M где M( цвет металлик).
Цифровая версия цветов RAL. Это специальное программное обеспечение, в котором содержаться все цвета RAL. Используется, обычно, для совместной работы с дизайнерским программным обеспечением, а также системами автоматического проектирования. После установки программы RAL digital на экране монитора станут доступны все цвета из коллекций RAL: classic, effect и design. Дизайнер может окрашивать любые объекты в своём приложении в любой цвет по шкале RAL.
Справочник, разработанный для дизайнеров. Составлен специалистами компании RAL в сотрудничестве с Великобританией (бюро Global Color Research). При разработке данной таблицы цветов RAL были использованы наборы сочетающихся цветов и оттенков из всех коллекций RAL. В каждой коллекции RAL используется 32 цвета в различных сочетаниях. Включает в себя альбом, CD диск и цветовой веер. В справочнике приведены самые популярные оттенки прошлых лет и современные тенденции моды.
ral.de — официальный сайт RAL
RAL Classic – цветовая коллекция с 1927 года, самая популярная цветовая палитра в мире.
Состоит из 216 цветов. Номера четырехзначные, где:
1xxx: желтые (30 шт.) 2xxx: оранжевые (14 шт.) 3xxx: красные (25 шт.)
4xxx: фиолетовые (12 шт.) 5xxx: синие (25 шт.) 6xxx: зеленые (37 шт.)
7xxx: серые (38 шт.) 8xxx: коричневые (20 шт.) 9xxx: белые, черные и добавленные серые (15 шт.)
 RAL 1000 Зелено-бежевый (англ. Green beige, нем. Grünbeige)
RAL 1000 Зелено-бежевый (англ. Green beige, нем. Grünbeige) RAL 1001 Бежевый (англ. Beige, нем. Beige)
RAL 1001 Бежевый (англ. Beige, нем. Beige) RAL 1002 Песочно-желтый (англ. Sand yellow, нем. Sandgelb)
RAL 1002 Песочно-желтый (англ. Sand yellow, нем. Sandgelb) RAL 1003 Сигнальный желтый (англ. Signal yellow, нем. Signalgelb)
RAL 1003 Сигнальный желтый (англ. Signal yellow, нем. Signalgelb) RAL 1004 Золотисто-желтый (англ. Golden yellow, нем. Goldgelb)
RAL 1004 Золотисто-желтый (англ. Golden yellow, нем. Goldgelb) RAL 1005 Медово-желтый (англ. Honey yellow, нем. Honiggelb)
RAL 1005 Медово-желтый (англ. Honey yellow, нем. Honiggelb) RAL 1006 Кукурузно-желтый (англ. Maize yellow, нем. Maisgelb)
RAL 1006 Кукурузно-желтый (англ. Maize yellow, нем. Maisgelb) RAL 1007 Желтый нарцисс (англ. Daffodil yellow, нем. Narzissengelb)
RAL 1007 Желтый нарцисс (англ. Daffodil yellow, нем. Narzissengelb) RAL 1011 Коричнево-бежевый (англ. Brown beige, нем. Braunbeige)
RAL 1011 Коричнево-бежевый (англ. Brown beige, нем. Braunbeige) RAL 1012 Лимонно-желтый (англ. Lemon yellow, нем. Zitronengelb)
RAL 1012 Лимонно-желтый (англ. Lemon yellow, нем. Zitronengelb) RAL 1013 Жемчужно-белый (англ. Oyster white, нем. Perlweiß)
RAL 1013 Жемчужно-белый (англ. Oyster white, нем. Perlweiß) RAL 1014 Слоновая кость (англ. Ivory, нем. Elfenbein)
RAL 1014 Слоновая кость (англ. Ivory, нем. Elfenbein) RAL 1015 Светлая слоновая кость (англ. Light ivory, нем. Hellelfenbein)
RAL 1015 Светлая слоновая кость (англ. Light ivory, нем. Hellelfenbein) RAL 1016 Желтая сера (англ. Sulfur yellow, нем. Schwefelgelb)
RAL 1016 Желтая сера (англ. Sulfur yellow, нем. Schwefelgelb) RAL 1017 Шафраново-желтый (англ. Saffron yellow, нем. Safrangelb)
RAL 1017 Шафраново-желтый (англ. Saffron yellow, нем. Safrangelb) RAL 1018 Цинково-желтый (англ. Zinc yellow, нем. Zinkgelb)
RAL 1018 Цинково-желтый (англ. Zinc yellow, нем. Zinkgelb) RAL 1019 Серо-бежевый (англ. Grey beige, нем. Graubeige)
RAL 1019 Серо-бежевый (англ. Grey beige, нем. Graubeige) RAL 1020 Оливково-желтый (англ. Olive yellow, нем. Olivgelb)
RAL 1020 Оливково-желтый (англ. Olive yellow, нем. Olivgelb) RAL 1021 Рапсово-желтый (англ. Colza yellow, нем. Rapsgelb)
RAL 1021 Рапсово-желтый (англ. Colza yellow, нем. Rapsgelb) RAL 1023 Транспортный желтый (англ. Traffic yellow, нем. Verkehrsgelb)
RAL 1023 Транспортный желтый (англ. Traffic yellow, нем. Verkehrsgelb) RAL 1024 Охра желтая (англ. Ochre yellow, нем. Ockergelb)
RAL 1024 Охра желтая (англ. Ochre yellow, нем. Ockergelb) RAL 1026 Люминесцентно-желтый * (англ. Luminous yellow, нем. Leuchtgelb)
RAL 1026 Люминесцентно-желтый * (англ. Luminous yellow, нем. Leuchtgelb) RAL 1027 Желтое карри (англ. Curry, нем. Currygelb)
RAL 1027 Желтое карри (англ. Curry, нем. Currygelb) RAL 1028 Дынно-желтый (англ. Melon yellow, нем. Melonengelb)
RAL 1028 Дынно-желтый (англ. Melon yellow, нем. Melonengelb) RAL 1032 Жёлтый ракитник (англ. Broom yellow, нем. Ginstergelb)
RAL 1032 Жёлтый ракитник (англ. Broom yellow, нем. Ginstergelb) RAL 1033 Георгиново-желтый (англ. Dahlia yellow, нем. Dahliengelb)
RAL 1033 Георгиново-желтый (англ. Dahlia yellow, нем. Dahliengelb) RAL 1034 Пастельно-желтый (англ. Pastel yellow, нем. Pastellgelb)
RAL 1034 Пастельно-желтый (англ. Pastel yellow, нем. Pastellgelb) RAL 1035 Жемчужно-бежевый * (англ. Pearl beige, нем. Perlbeige)
RAL 1035 Жемчужно-бежевый * (англ. Pearl beige, нем. Perlbeige) RAL 1036 Жемчужно-золотой * (англ. Pearl gold, нем. Perlgold)
RAL 1036 Жемчужно-золотой * (англ. Pearl gold, нем. Perlgold) RAL 1037 Солнечно-желтый (англ. Sun yellow, нем. Sonnengelb)
RAL 1037 Солнечно-желтый (англ. Sun yellow, нем. Sonnengelb) RAL 2000 Желто-оранжевый (англ. Yellow orange, нем. Gelborange)
RAL 2000 Желто-оранжевый (англ. Yellow orange, нем. Gelborange) RAL 2001 Красно-оранжевый (англ. Red orange, нем. Rotorange)
RAL 2001 Красно-оранжевый (англ. Red orange, нем. Rotorange) RAL 2002 Алый (англ. Vermilion, нем. Blutorange)
RAL 2002 Алый (англ. Vermilion, нем. Blutorange) RAL 2003 Пастельно-оранжевый (англ. Pastel orange, нем. Pastellorange)
RAL 2003 Пастельно-оранжевый (англ. Pastel orange, нем. Pastellorange) RAL 2004 Чистый оранжевый (англ. Pure orange, нем. Reinorange)
RAL 2004 Чистый оранжевый (англ. Pure orange, нем. Reinorange) RAL 2005 Люминесцентно-оранжевый * (англ. Luminous orange, нем. Leuchtorange)
RAL 2005 Люминесцентно-оранжевый * (англ. Luminous orange, нем. Leuchtorange) RAL 2007 Люминесцентный ярко-оранжевый * (англ. Luminous bright orange, нем. Leuchthellorange)
RAL 2007 Люминесцентный ярко-оранжевый * (англ. Luminous bright orange, нем. Leuchthellorange) RAL 2008 Ярко-красно-оранжевый (англ. Bright red orange, нем. Hellrotorange)
RAL 2008 Ярко-красно-оранжевый (англ. Bright red orange, нем. Hellrotorange) RAL 2009 Транспортный оранжевый (англ. Traffic orange, нем. Verkehrsorange)
RAL 2009 Транспортный оранжевый (англ. Traffic orange, нем. Verkehrsorange) RAL 2010 Сигнальный оранжевый (англ. Signal orange, нем. Signalorange)
RAL 2010 Сигнальный оранжевый (англ. Signal orange, нем. Signalorange) RAL 2011 Насыщенный оранжевый (англ. Deep orange, нем. Tieforange)
RAL 2011 Насыщенный оранжевый (англ. Deep orange, нем. Tieforange) RAL 2012 Лососево-оранжевый (англ. Salmon orange, нем. Lachsorange)
RAL 2012 Лососево-оранжевый (англ. Salmon orange, нем. Lachsorange) RAL 2013 Жемчужно-оранжевый * (англ. Pearl orange, нем. Perlorange)
RAL 2013 Жемчужно-оранжевый * (англ. Pearl orange, нем. Perlorange) RAL 2017 RAL Оранжевый (англ. RAL Orange, нем. RAL Orange)
RAL 2017 RAL Оранжевый (англ. RAL Orange, нем. RAL Orange) RAL 3000 Огненно-красный (англ. Flame red, нем. Feuerrot)
RAL 3000 Огненно-красный (англ. Flame red, нем. Feuerrot) RAL 3001 Сигнальный красный (англ. Signal red, нем. Signalrot)
RAL 3001 Сигнальный красный (англ. Signal red, нем. Signalrot) RAL 3002 Карминно-красный (англ. Carmine red, нем. Karminrot)
RAL 3002 Карминно-красный (англ. Carmine red, нем. Karminrot) RAL 3003 Рубиново-красный (англ. Ruby red, нем. Rubinrot)
RAL 3003 Рубиново-красный (англ. Ruby red, нем. Rubinrot) RAL 3004 Пурпурно-красный (англ. Purple red, нем. Purpurrot)
RAL 3004 Пурпурно-красный (англ. Purple red, нем. Purpurrot) RAL 3005 Винно-красный (англ. Wine red, нем. Weinrot)
RAL 3005 Винно-красный (англ. Wine red, нем. Weinrot) RAL 3007 Черно-красный (англ. Black red, нем. Schwarzrot)
RAL 3007 Черно-красный (англ. Black red, нем. Schwarzrot) RAL 3009 Красная окись (англ. Oxide red, нем. Oxidrot)
RAL 3009 Красная окись (англ. Oxide red, нем. Oxidrot) RAL 3011 Коричнево-красный (англ. Brown red, нем. Braunrot)
RAL 3011 Коричнево-красный (англ. Brown red, нем. Braunrot) RAL 3012 Бежево-красный (англ. Beige red, нем. Beigerot)
RAL 3012 Бежево-красный (англ. Beige red, нем. Beigerot) RAL 3013 Томатно-красный (англ. Tomato red, нем. Tomatenrot)
RAL 3013 Томатно-красный (англ. Tomato red, нем. Tomatenrot) RAL 3014 Темно-розовый (англ. Antique pink, нем. Altrosa)
RAL 3014 Темно-розовый (англ. Antique pink, нем. Altrosa) RAL 3015 Светло-розовый (англ. Light pink, нем. Hellrosa)
RAL 3015 Светло-розовый (англ. Light pink, нем. Hellrosa) RAL 3016 Кораллово-красный (англ. Coral red, нем. Korallenrot)
RAL 3016 Кораллово-красный (англ. Coral red, нем. Korallenrot) RAL 3017 Розовый (англ. Rose, нем. Rosé)
RAL 3017 Розовый (англ. Rose, нем. Rosé) RAL 3018 Клубнично-красный (англ. Strawberry red, нем. Erdbeerrot)
RAL 3018 Клубнично-красный (англ. Strawberry red, нем. Erdbeerrot) RAL 3020 Транспортный красный (англ. Traffic red, нем. Verkehrsrot)
RAL 3020 Транспортный красный (англ. Traffic red, нем. Verkehrsrot) RAL 3022 Лососево-красный (англ. Salmon pink, нем. Lachsrot)
RAL 3022 Лососево-красный (англ. Salmon pink, нем. Lachsrot) RAL 3024 Люминесцентный красный * (англ. Luminous red, нем. Leuchtrot)
RAL 3024 Люминесцентный красный * (англ. Luminous red, нем. Leuchtrot) RAL 3026 Люминесцентный ярко-красный * (англ. Luminous bright red, нем. Leuchthellrot)
RAL 3026 Люминесцентный ярко-красный * (англ. Luminous bright red, нем. Leuchthellrot) RAL 3027 Малиновый (англ. Raspberry red, нем. Himbeerrot)
RAL 3027 Малиновый (англ. Raspberry red, нем. Himbeerrot) RAL 3028 Красный (англ. Pure red, нем. Reinrot)
RAL 3028 Красный (англ. Pure red, нем. Reinrot) RAL 3031 Восточный красный (англ. Orient red, нем. Orientrot)
RAL 3031 Восточный красный (англ. Orient red, нем. Orientrot) RAL 3032 Перламутрово-рубиновый * (англ. Pearl ruby red, нем. Perlrubinrot)
RAL 3032 Перламутрово-рубиновый * (англ. Pearl ruby red, нем. Perlrubinrot) RAL 3033 Перламутрово-розовый * (англ. Pearl pink, нем. Perlrosa)
RAL 3033 Перламутрово-розовый * (англ. Pearl pink, нем. Perlrosa) RAL 4001 Красно-сиреневый (англ. Red lilac, нем. Rotlila)
RAL 4001 Красно-сиреневый (англ. Red lilac, нем. Rotlila) RAL 4002 Красно-фиолетовый (англ. Red violet, нем. Rotviolett)
RAL 4002 Красно-фиолетовый (англ. Red violet, нем. Rotviolett) RAL 4003 Вересково-фиолетовый (англ. Heather violet, нем. Erikaviolett)
RAL 4003 Вересково-фиолетовый (англ. Heather violet, нем. Erikaviolett) RAL 4004 Бордово-фиолетовый (англ. Claret violet, нем. Bordeauxviolett)
RAL 4004 Бордово-фиолетовый (англ. Claret violet, нем. Bordeauxviolett) RAL 4005 Сине-сиреневый (англ. Blue lilac, нем. Blaulila)
RAL 4005 Сине-сиреневый (англ. Blue lilac, нем. Blaulila) RAL 4006 Транспортный пурпурный (англ. Traffic purple, нем. Verkehrspurpur)
RAL 4006 Транспортный пурпурный (англ. Traffic purple, нем. Verkehrspurpur) RAL 4007 Пурпурно-фиолетовый (англ. Purple violet, нем. Purpurviolett)
RAL 4007 Пурпурно-фиолетовый (англ. Purple violet, нем. Purpurviolett) RAL 4008 Сигнальный фиолетовый (англ. Signal violet, нем. Signalviolett)
RAL 4008 Сигнальный фиолетовый (англ. Signal violet, нем. Signalviolett) RAL 4009 Пастельно-фиолетовый (англ. Pastel violet, нем. Pastellviolett)
RAL 4009 Пастельно-фиолетовый (англ. Pastel violet, нем. Pastellviolett) RAL 4010 Телемагента (англ. Telemagenta, нем. Telemagenta)
RAL 4010 Телемагента (англ. Telemagenta, нем. Telemagenta) RAL 4011 Жемчужно-фиолетовый * (англ. Pearl violet, нем. Perlviolett)
RAL 4011 Жемчужно-фиолетовый * (англ. Pearl violet, нем. Perlviolett) RAL 4012 Жемчужно-ежевичный * (англ. Pearl blackberry, нем. Perlbrombeer)
RAL 4012 Жемчужно-ежевичный * (англ. Pearl blackberry, нем. Perlbrombeer) RAL 5000 Фиолетово-синий (англ. Violet blue, нем. Violettblau)
RAL 5000 Фиолетово-синий (англ. Violet blue, нем. Violettblau) RAL 5001 Зелено-синий (англ. Green blue, нем. Grünblau)
RAL 5001 Зелено-синий (англ. Green blue, нем. Grünblau) RAL 5002 Ультрамарин (англ. Ultramarine blue, нем. Ultramarinblau)
RAL 5002 Ультрамарин (англ. Ultramarine blue, нем. Ultramarinblau) RAL 5003 Сапфирово-синий (англ. Sapphire blue, нем. Saphirblau)
RAL 5003 Сапфирово-синий (англ. Sapphire blue, нем. Saphirblau) RAL 5004 Черно-синий (англ. Black blue, нем. Schwarzblau)
RAL 5004 Черно-синий (англ. Black blue, нем. Schwarzblau) RAL 5005 Сигнальный синий (англ. Signal blue, нем. Signalblau)
RAL 5005 Сигнальный синий (англ. Signal blue, нем. Signalblau) RAL 5007 Бриллиантово-синий (англ. Brilliant blue, нем. Brillantblau)
RAL 5007 Бриллиантово-синий (англ. Brilliant blue, нем. Brillantblau) RAL 5008 Серо-синий (англ. Grey blue, нем. Graublau)
RAL 5008 Серо-синий (англ. Grey blue, нем. Graublau) RAL 5009 Лазурно-синий (англ. Azure blue, нем. Azurblau)
RAL 5009 Лазурно-синий (англ. Azure blue, нем. Azurblau) RAL 5010 Генцианово-синий (англ. Gentian blue, нем. Enzianblau)
RAL 5010 Генцианово-синий (англ. Gentian blue, нем. Enzianblau) RAL 5011 Стальной синий (англ. Steel blue, нем. Stahlblau)
RAL 5011 Стальной синий (англ. Steel blue, нем. Stahlblau) RAL 5012 Голубой (англ. Light blue, нем. Lichtblau)
RAL 5012 Голубой (англ. Light blue, нем. Lichtblau) RAL 5013 Кобальтово-синий (англ. Cobalt blue, нем. Kobaltblau)
RAL 5013 Кобальтово-синий (англ. Cobalt blue, нем. Kobaltblau) RAL 5014 Голубино-синий (англ. Pigeon blue, нем. Taubenblau)
RAL 5014 Голубино-синий (англ. Pigeon blue, нем. Taubenblau) RAL 5015 Небесно-синий (англ. Sky blue, нем. Himmelblau)
RAL 5015 Небесно-синий (англ. Sky blue, нем. Himmelblau) RAL 5017 Транспортный синий (англ. Traffic blue, нем. Verkehrsblau)
RAL 5017 Транспортный синий (англ. Traffic blue, нем. Verkehrsblau) RAL 5018 Бирюзово-синий (англ. Turquoise blue, нем. Türkisblau)
RAL 5018 Бирюзово-синий (англ. Turquoise blue, нем. Türkisblau) RAL 5019 Синий капри (англ. Capri blue, нем. Capriblau)
RAL 5019 Синий капри (англ. Capri blue, нем. Capriblau) RAL 5020 Океанская синь (англ. Ocean blue, нем. Ozeanblau)
RAL 5020 Океанская синь (англ. Ocean blue, нем. Ozeanblau) RAL 5021 Водная синь (англ. Water blue, нем. Wasserblau)
RAL 5021 Водная синь (англ. Water blue, нем. Wasserblau) RAL 5022 Ночной синий (англ. Night blue, нем. Nachtblau)
RAL 5022 Ночной синий (англ. Night blue, нем. Nachtblau) RAL 5023 Отдаленно-синий (англ. Distant blue, нем. Fernblau)
RAL 5023 Отдаленно-синий (англ. Distant blue, нем. Fernblau) RAL 5024 Пастельно-синий (англ. Pastel blue, нем. Pastellblau)
RAL 5024 Пастельно-синий (англ. Pastel blue, нем. Pastellblau) RAL 5025 Жемчужно-генцианово-синий * (англ. Pearl gentian blue, нем. Perlenzian)
RAL 5025 Жемчужно-генцианово-синий * (англ. Pearl gentian blue, нем. Perlenzian) RAL 5026 Жемчужно-ночной-синий * (англ. Pearl night blue, нем. Perlnachtblau)
RAL 5026 Жемчужно-ночной-синий * (англ. Pearl night blue, нем. Perlnachtblau) RAL 6000 Патиново-зеленый (англ. Patina green, нем. Patinagrün)
RAL 6000 Патиново-зеленый (англ. Patina green, нем. Patinagrün) RAL 6001 Изумрудно-зеленый (англ. Emerald green, нем. Smaragdgrün)
RAL 6001 Изумрудно-зеленый (англ. Emerald green, нем. Smaragdgrün) RAL 6002 Лиственно-зеленый (англ. Leaf green, нем. Laubgrün)
RAL 6002 Лиственно-зеленый (англ. Leaf green, нем. Laubgrün) RAL 6003 Оливково-зеленый (англ. Olive green, нем. Olivgrün)
RAL 6003 Оливково-зеленый (англ. Olive green, нем. Olivgrün) RAL 6004 Сине-зеленый (англ. Blue green, нем. Blaugrün)
RAL 6004 Сине-зеленый (англ. Blue green, нем. Blaugrün) RAL 6005 Зеленый мох (англ. Moss green, нем. Moosgrün)
RAL 6005 Зеленый мох (англ. Moss green, нем. Moosgrün) RAL 6006 Серо-оливковый (англ. Grey olive, нем. Grauoliv)
RAL 6006 Серо-оливковый (англ. Grey olive, нем. Grauoliv) RAL 6007 Бутылочно-зеленый (англ. Bottle green, нем. Flaschengrün)
RAL 6007 Бутылочно-зеленый (англ. Bottle green, нем. Flaschengrün) RAL 6008 Коричнево-зеленый (англ. Brown green, нем. Braungrün)
RAL 6008 Коричнево-зеленый (англ. Brown green, нем. Braungrün) RAL 6009 Пихтовый зеленый (англ. Fir green, нем. Tannengrün)
RAL 6009 Пихтовый зеленый (англ. Fir green, нем. Tannengrün) RAL 6010 Травяной зеленый (англ. Grass green, нем. Grasgrün)
RAL 6010 Травяной зеленый (англ. Grass green, нем. Grasgrün) RAL 6011 Резедово-зеленый (англ. Reseda green, нем. Resedagrün)
RAL 6011 Резедово-зеленый (англ. Reseda green, нем. Resedagrün) RAL 6012 Черно-зеленый (англ. Black green, нем. Schwarzgrün)
RAL 6012 Черно-зеленый (англ. Black green, нем. Schwarzgrün) RAL 6013 Тростниково-зеленый (англ. Reed green, нем. Schilfgrün)
RAL 6013 Тростниково-зеленый (англ. Reed green, нем. Schilfgrün) RAL 6014 Желто-оливковый (англ. Yellow olive, нем. Gelboliv)
RAL 6014 Желто-оливковый (англ. Yellow olive, нем. Gelboliv) RAL 6015 Черно-оливковый (англ. Black olive, нем. Schwarzoliv)
RAL 6015 Черно-оливковый (англ. Black olive, нем. Schwarzoliv) RAL 6016 Бирюзово-зеленый (англ. Turquoise green, нем. Türkisgrün)
RAL 6016 Бирюзово-зеленый (англ. Turquoise green, нем. Türkisgrün) RAL 6017 Майский зеленый (англ. May green, нем. Maigrün)
RAL 6017 Майский зеленый (англ. May green, нем. Maigrün) RAL 6018 Желто-зеленый (англ. Yellow green, нем. Gelbgrün)
RAL 6018 Желто-зеленый (англ. Yellow green, нем. Gelbgrün) RAL 6019 Бело-зеленый (англ. Pastel green, нем. Weißgrün)
RAL 6019 Бело-зеленый (англ. Pastel green, нем. Weißgrün) RAL 6020 Хромовый зеленый (англ. Chrome green, нем. Chromoxidgrün)
RAL 6020 Хромовый зеленый (англ. Chrome green, нем. Chromoxidgrün) RAL 6021 Бледно-зеленый (англ. Pale green, нем. Blaßgrün)
RAL 6021 Бледно-зеленый (англ. Pale green, нем. Blaßgrün) RAL 6022 Коричнево-оливковый (англ. Olive drab, нем. Braunoliv)
RAL 6022 Коричнево-оливковый (англ. Olive drab, нем. Braunoliv) RAL 6024 Транспортный зеленый (англ. Traffic green, нем. Verkehrsgrün)
RAL 6024 Транспортный зеленый (англ. Traffic green, нем. Verkehrsgrün) RAL 6025 Папоротниковый зеленый (англ. Fern green, нем. Farngrün)
RAL 6025 Папоротниковый зеленый (англ. Fern green, нем. Farngrün) RAL 6026 Опаловый зеленый (англ. Opal green, нем. Opalgrün)
RAL 6026 Опаловый зеленый (англ. Opal green, нем. Opalgrün) RAL 6027 Светло-зеленый (англ. Light green, нем. Lichtgrün)
RAL 6027 Светло-зеленый (англ. Light green, нем. Lichtgrün) RAL 6028 Сосновый зеленый (англ. Pine green, нем. Kieferngrün)
RAL 6028 Сосновый зеленый (англ. Pine green, нем. Kieferngrün) RAL 6029 Мятно-зеленый (англ. Mint green, нем. Minzgrün)
RAL 6029 Мятно-зеленый (англ. Mint green, нем. Minzgrün) RAL 6032 Сигнальный зеленый (англ. Signal green, нем. Signalgrün)
RAL 6032 Сигнальный зеленый (англ. Signal green, нем. Signalgrün) RAL 6033 Мятно-бирюзовый (англ. Mint turquoise, нем. Minttürkis)
RAL 6033 Мятно-бирюзовый (англ. Mint turquoise, нем. Minttürkis) RAL 6034 Пастельно-бирюзовый (англ. Pastel turquoise, нем. Pastelltürkis)
RAL 6034 Пастельно-бирюзовый (англ. Pastel turquoise, нем. Pastelltürkis) RAL 6035 Перламутрово-зеленый * (англ. Pearl green, нем. Perlgrün)
RAL 6035 Перламутрово-зеленый * (англ. Pearl green, нем. Perlgrün) RAL 6036 Перламутрово-опаловый зеленый * (англ. Pearl opal green, нем. Perlopalgrün)
RAL 6036 Перламутрово-опаловый зеленый * (англ. Pearl opal green, нем. Perlopalgrün) RAL 6037 Зеленый (англ. Pure green, нем. Reingrün)
RAL 6037 Зеленый (англ. Pure green, нем. Reingrün) RAL 6038 Люминесцентный зеленый * (англ. Luminous green, нем. Leuchtgrün)
RAL 6038 Люминесцентный зеленый * (англ. Luminous green, нем. Leuchtgrün) RAL 6039 Зеленое волокно (англ. Fibrous green, нем. Fasergrün)
RAL 6039 Зеленое волокно (англ. Fibrous green, нем. Fasergrün) RAL 7000 Серая белка (англ. Squirrel grey, нем. Fehgrau)
RAL 7000 Серая белка (англ. Squirrel grey, нем. Fehgrau) RAL 7001 Серебристо-серый (англ. Silver grey, нем. Silbergrau)
RAL 7001 Серебристо-серый (англ. Silver grey, нем. Silbergrau) RAL 7002 Оливково-серый (англ. Olive grey, нем. Olivgrau)
RAL 7002 Оливково-серый (англ. Olive grey, нем. Olivgrau) RAL 7003 Серый мох (англ. Moss grey, нем. Moosgrau)
RAL 7003 Серый мох (англ. Moss grey, нем. Moosgrau) RAL 7004 Сигнальный серый (англ. Signal grey, нем. Signalgrau)
RAL 7004 Сигнальный серый (англ. Signal grey, нем. Signalgrau) RAL 7005 Мышино-серый (англ. Mouse grey, нем. Mausgrau)
RAL 7005 Мышино-серый (англ. Mouse grey, нем. Mausgrau) RAL 7006 Бежево-серый (англ. Beige grey, нем. Beigegrau)
RAL 7006 Бежево-серый (англ. Beige grey, нем. Beigegrau) RAL 7008 Серое хаки (англ. Khaki grey, нем. Khakigrau)
RAL 7008 Серое хаки (англ. Khaki grey, нем. Khakigrau) RAL 7009 3елено-серый (англ. Green grey, нем. Grüngrau)
RAL 7009 3елено-серый (англ. Green grey, нем. Grüngrau) RAL 7010 Брезентово-серый (англ. Tarpaulin grey, нем. Zeltgrau)
RAL 7010 Брезентово-серый (англ. Tarpaulin grey, нем. Zeltgrau) RAL 7011 Железно-серый (англ. Iron grey, нем. Eisengrau)
RAL 7011 Железно-серый (англ. Iron grey, нем. Eisengrau) RAL 7012 Базальтово-серый (англ. Basalt grey, нем. Basaltgrau)
RAL 7012 Базальтово-серый (англ. Basalt grey, нем. Basaltgrau) RAL 7013 Коричнево-серый (англ. Brown grey, нем. Braungrau)
RAL 7013 Коричнево-серый (англ. Brown grey, нем. Braungrau) RAL 7015 Сланцево-серый (англ. Slate grey, нем. Schiefergrau)
RAL 7015 Сланцево-серый (англ. Slate grey, нем. Schiefergrau) RAL 7016 Антрацитово-серый (англ. Anthracite grey, нем. Anthrazitgrau)
RAL 7016 Антрацитово-серый (англ. Anthracite grey, нем. Anthrazitgrau) RAL 7021 Черно-серый (англ. Black grey, нем. Schwarzgrau)
RAL 7021 Черно-серый (англ. Black grey, нем. Schwarzgrau) RAL 7022 Серая умбра (англ. Umbra grey, нем. Umbragrau)
RAL 7022 Серая умбра (англ. Umbra grey, нем. Umbragrau) RAL 7023 Серый бетон (англ. Concrete grey, нем. Betongrau)
RAL 7023 Серый бетон (англ. Concrete grey, нем. Betongrau) RAL 7024 Графитовый серый (англ. Graphite grey, нем. Graphitgrau)
RAL 7024 Графитовый серый (англ. Graphite grey, нем. Graphitgrau) RAL 7026 Гранитовый серый (англ. Granite grey, нем. Granitgrau)
RAL 7026 Гранитовый серый (англ. Granite grey, нем. Granitgrau) RAL 7030 Каменно-серый (англ. Stone grey, нем. Steingrau)
RAL 7030 Каменно-серый (англ. Stone grey, нем. Steingrau) RAL 7031 Сине-серый (англ. Blue grey, нем. Blaugrau)
RAL 7031 Сине-серый (англ. Blue grey, нем. Blaugrau) RAL 7032 Галечный серый (англ. Pebble grey, нем. Kieselgrau)
RAL 7032 Галечный серый (англ. Pebble grey, нем. Kieselgrau) RAL 7033 Цементно-серый (англ. Cement grey, нем. Zementgrau)
RAL 7033 Цементно-серый (англ. Cement grey, нем. Zementgrau) RAL 7034 Желто-серый (англ. Yellow grey, нем. Gelbgrau)
RAL 7034 Желто-серый (англ. Yellow grey, нем. Gelbgrau) RAL 7035 Светло-серый (англ. Light grey, нем. Lichtgrau)
RAL 7035 Светло-серый (англ. Light grey, нем. Lichtgrau) RAL 7036 Платиново-серый (англ. Platinum grey, нем. Platingrau)
RAL 7036 Платиново-серый (англ. Platinum grey, нем. Platingrau) RAL 7037 Пыльно-серый (англ. Dusty grey, нем. Staubgrau)
RAL 7037 Пыльно-серый (англ. Dusty grey, нем. Staubgrau) RAL 7038 Агатовый серый (англ. Agate grey, нем. Achatgrau)
RAL 7038 Агатовый серый (англ. Agate grey, нем. Achatgrau) RAL 7039 Кварцевый серый (англ. Quartz grey, нем. Quarzgrau)
RAL 7039 Кварцевый серый (англ. Quartz grey, нем. Quarzgrau) RAL 7040 Серое окно (англ. Window grey, нем. Fenstergrau)
RAL 7040 Серое окно (англ. Window grey, нем. Fenstergrau) RAL 7042 Транспортный серый А (англ. Traffic grey A, нем. Verkehrsgrau A)
RAL 7042 Транспортный серый А (англ. Traffic grey A, нем. Verkehrsgrau A) RAL 7043 Транспортный серый В (англ. Traffic grey B, нем. Verkehrsgrau B)
RAL 7043 Транспортный серый В (англ. Traffic grey B, нем. Verkehrsgrau B) RAL 7044 Серый шелк (англ. Silk grey, нем. Seidengrau)
RAL 7044 Серый шелк (англ. Silk grey, нем. Seidengrau) RAL 7045 Телегрей 1 (англ. Telegrey 1, нем. Telegrau 1)
RAL 7045 Телегрей 1 (англ. Telegrey 1, нем. Telegrau 1) RAL 7046 Телегрей 2 (англ. Telegrey 2, нем. Telegrau 2)
RAL 7046 Телегрей 2 (англ. Telegrey 2, нем. Telegrau 2) RAL 7047 Телегрей 4 (англ. Telegrey 4, нем. Telegrau 4)
RAL 7047 Телегрей 4 (англ. Telegrey 4, нем. Telegrau 4) RAL 7048 Перламутровый мышино-серый * (англ. Pearl mouse grey, нем. Perlmausgrau)
RAL 7048 Перламутровый мышино-серый * (англ. Pearl mouse grey, нем. Perlmausgrau) RAL 8000 Зелено-коричневый (англ. Green brown, нем. Grünbraun)
RAL 8000 Зелено-коричневый (англ. Green brown, нем. Grünbraun) RAL 8001 Охра коричневая (англ. Ochre brown, нем. Ockerbraun)
RAL 8001 Охра коричневая (англ. Ochre brown, нем. Ockerbraun) RAL 8002 Сигнальный коричневый (англ. Signal brown, нем. Signalbraun)
RAL 8002 Сигнальный коричневый (англ. Signal brown, нем. Signalbraun) RAL 8003 Глиняный коричневый (англ. Clay brown, нем. Lehmbraun)
RAL 8003 Глиняный коричневый (англ. Clay brown, нем. Lehmbraun) RAL 8004 Медно-коричневый (англ. Copper brown, нем. Kupferbraun)
RAL 8004 Медно-коричневый (англ. Copper brown, нем. Kupferbraun) RAL 8007 Палево-коричневый (англ. Fawn brown, нем. Rehbraun)
RAL 8007 Палево-коричневый (англ. Fawn brown, нем. Rehbraun) RAL 8008 Оливково-коричневый (англ. Olive brown, нем. Olivbraun)
RAL 8008 Оливково-коричневый (англ. Olive brown, нем. Olivbraun) RAL 8011 Орехово-коричневый (англ. Nut brown, нем. Nußbraun)
RAL 8011 Орехово-коричневый (англ. Nut brown, нем. Nußbraun) RAL 8012 Красно-коричневый (англ. Red brown, нем. Rotbraun)
RAL 8012 Красно-коричневый (англ. Red brown, нем. Rotbraun) RAL 8014 Сепия коричневый (англ. Sepia brown, нем. Sepiabraun)
RAL 8014 Сепия коричневый (англ. Sepia brown, нем. Sepiabraun) RAL 8015 Каштаново-коричневый (англ. Chestnut brown, нем. Kastanienbraun)
RAL 8015 Каштаново-коричневый (англ. Chestnut brown, нем. Kastanienbraun) RAL 8016 Махагон коричневый (англ. Mahogany brown, нем. Mahagonibraun)
RAL 8016 Махагон коричневый (англ. Mahogany brown, нем. Mahagonibraun) RAL 8017 Шоколадно-коричневый (англ. Chocolate brown, нем. Schokoladenbraun)
RAL 8017 Шоколадно-коричневый (англ. Chocolate brown, нем. Schokoladenbraun) RAL 8019 Серо-коричневый (англ. Grey brown, нем. Graubraun)
RAL 8019 Серо-коричневый (англ. Grey brown, нем. Graubraun) RAL 8022 Черно-коричневый (англ. Black brown, нем. Schwarzbraun)
RAL 8022 Черно-коричневый (англ. Black brown, нем. Schwarzbraun) RAL 8023 Оранжево-коричневый (англ. Orange brown, нем. Orangebraun)
RAL 8023 Оранжево-коричневый (англ. Orange brown, нем. Orangebraun) RAL 8024 Бежево-коричневый (англ. Beige brown, нем. Beigebraun)
RAL 8024 Бежево-коричневый (англ. Beige brown, нем. Beigebraun) RAL 8025 Бледно-коричневый (англ. Pale brown, нем. Blaßbraun)
RAL 8025 Бледно-коричневый (англ. Pale brown, нем. Blaßbraun) RAL 8028 Земельно-коричневый (англ. Terra brown, нем. Terrabraun)
RAL 8028 Земельно-коричневый (англ. Terra brown, нем. Terrabraun) RAL 8029 Жемчужно-медный * (англ. Pearl copper, нем. Perlkupfer)
RAL 8029 Жемчужно-медный * (англ. Pearl copper, нем. Perlkupfer) RAL 9001 Кремово-белый (англ. Cream, нем. Cremeweiß)
RAL 9001 Кремово-белый (англ. Cream, нем. Cremeweiß) RAL 9002 Серо-белый (англ. Grey white, нем. Grauweiß)
RAL 9002 Серо-белый (англ. Grey white, нем. Grauweiß) RAL 9003 Сигнальный белый (англ. Signal white, нем. Signalweiß)
RAL 9003 Сигнальный белый (англ. Signal white, нем. Signalweiß) RAL 9004 Сигнальный черный (англ. Signal black, нем. Signalschwarz)
RAL 9004 Сигнальный черный (англ. Signal black, нем. Signalschwarz) RAL 9005 Глубокий черный (англ. Jet black, нем. Tiefschwarz)
RAL 9005 Глубокий черный (англ. Jet black, нем. Tiefschwarz) RAL 9006 Бело-алюминиевый (англ. White aluminium, нем. Weißaluminium)
RAL 9006 Бело-алюминиевый (англ. White aluminium, нем. Weißaluminium) RAL 9007 Серо-алюминиевый (англ. Grey aluminium, нем. Graualuminium)
RAL 9007 Серо-алюминиевый (англ. Grey aluminium, нем. Graualuminium) RAL 9010 Белый (англ. Pure white, нем. Reinweiß)
RAL 9010 Белый (англ. Pure white, нем. Reinweiß) RAL 9011 Графитовый черный (англ. Graphite black, нем. Graphitschwarz)
RAL 9011 Графитовый черный (англ. Graphite black, нем. Graphitschwarz) RAL 9012 Белый для чистых помещений (англ. Clean Room White, нем. Reinraumweiß)
RAL 9012 Белый для чистых помещений (англ. Clean Room White, нем. Reinraumweiß) RAL 9016 Транспортный белый (англ. Traffic white, нем. Verkehrsweiß)
RAL 9016 Транспортный белый (англ. Traffic white, нем. Verkehrsweiß) RAL 9017 Транспортный черный (англ. Traffic black, нем. Verkehrsschwarz)
RAL 9017 Транспортный черный (англ. Traffic black, нем. Verkehrsschwarz) RAL 9018 Папирусно-белый (англ. Papyrus white, нем. Papyrusweiß)
RAL 9018 Папирусно-белый (англ. Papyrus white, нем. Papyrusweiß) RAL 9022 Жемчужный светло-серый * (англ. Pearl light grey, нем. Perlhellgrau)
RAL 9022 Жемчужный светло-серый * (англ. Pearl light grey, нем. Perlhellgrau) RAL 9023 Жемчужный темно-серый * (англ. Pearl dark grey, нем. Perldunkelgrau)
RAL 9023 Жемчужный темно-серый * (англ. Pearl dark grey, нем. Perldunkelgrau)



Нагреватель картера компрессора. При отрицательных температурах наружного воздуха масло в компрессоре становится более вязким (густым), и при запуске электродвигатель компрессора может не справиться с этим, не запуститься и выйти из строя.
Также при низких температурах увеличивается растворимость холодильного агента в масле. Поэтому после запуска компрессора масло с растворенным в нем холодильным агентом начинает перемещаться по масляным каналам компрессора ко всем его поверхностям трения. В процессе работы внутренние части компрессора нагреваются и происходит выкипание холодильного агента из масла. В результате этого в масляном канале может образоваться газовая пробка, и произойти нарушения в системе смазки. Это приведет к заклиниванию компрессора.

Нагреватель картер – это, если говорить простыми словами, небольшой гибкий ТЭН, которым обматывается нижняя часть компрессора (картер). При запуске компрессора в холодное время года автоматика ненадолго включает этот нагреватель. Происходит подогрев масла, что позволяет устранить вышеперечисленные негативные последствия.
Регулятор давления конденсации (регулятор числа оборотов вентилятора наружного блока). Быстрому охлаждению и конденсации холодильного агента в теплообменнике наружного блока способствуют температура уличного воздуха и интенсивность обдува этого теплообменника вентилятором. При понижении температуры за окном сильный обдув приводит к переохлаждению холодильного агента, по причине чего он далее не сможет вскипеть в теплообменнике внутреннего блока и перейти в газообразное состояние. Это, в свою очередь, приводит к попаданию жидкого холодильного агента в компрессор, и последний может выйти из строя.
Конечно, перед компрессором может стоять отделитель жидкости и в самом компрессоре предусмотрена защита от попадания жидкого холодильного агента. Это может спасти прибор от небольших, временных нарушений, но при постоянной такой работе поломка неизбежна.

Чтобы предотвратить такие последствия, при работе сплит-системы на охлаждение при отрицательных температурных значениях наружного воздуха устанавливают регулятор давления конденсации, который с понижением температуры начинает уменьшать обороты двигателя осевого вентилятора наружного блока. Этим обеспечиваются постоянное давление и температура конденсации, что не позволяет холодильному агенту сильно переохлаждаться. В конечном итоге при достижении критической температуры наружного воздуха вентилятор перестает вращаться вообще.
Такое изменение обдува теплообменника наружного блока уже предусмотрено в конструкции инверторных сплит-систем. Именно поэтому дополнительная установка регулятора давления конденсации в инверторных системах невозможна. Простыми словами в инверторные кондиционеры зимний комплект НЕЛЬЗЯ установить. А вот в кондиционеры, работающие по схеме включено/выключено, зимние комплекты установить МОЖНО.
Подогрев слива дренажа. При работе сплит-системы на охлаждение на теплообменнике внутреннего блока неизбежно образуется конденсат, который стекает в поддон, откуда он должен удаляться на улицу или в канализацию. В первом случае часть дренажного трубопровода будет находиться снаружи здания, в том числе зимой, при отрицательной температуре. В этом случае стекающая вода будет замерзать, создавая ледяную пробку, и ее удаление из внутреннего блока прекратится. Со временем поддон переполнится, и вся вода будет вытекать внутрь помещения.

Чтобы этого избежать, внутрь дренажного трубопровода прокладывается нагреватель (условно говоря, кусок теплого пола). Именно нагреватель дренажа не позволит замерзнуть воде и создать в нем ледяную пробку. В случае вывода конденсата в канализацию весь дренажный трубопровод будет находиться постоянно при положительной температуре и дренажный нагреватель не обязателен.
У большинства компаний-производителей имеются свои особенности подключения зимних комплектов к кондиционерам, поэтому устанавливать их самостоятельно не рекомендуется. Такая установка чревата некорректной работой, а чаще всего выходом из строя кондиционера. Поэтому покупку и монтаж зимнего комплекта следует делать у компании, которая имеет в штате специалистов с соответствующей высокой квалификацией для осуществления такого типа работ.
Зимний комплект для бытовых и полупромышленных сплит-систем обеспечивает работу оборудования до -25°C (-30°C). Стоит отметить, что для работы оборудования при более низких температурах зимний комплект имеет другую комплектацию.
1. Зимний комплект устанавливается только для обеспечения работы кондиционера на охлаждение при отрицательных температурах наружного воздуха.
2. Зимний комплект можно установить только в кондиционерах, которые работают по принципу включено/выключено.
3. В кондиционерах, работающих по инверторному принципу регулирования, зимний комплект не устанавливается.
4. Если слив дренажа происходит в канализацию, то можно исключить из зимнего комплекта подогрев дренажа.
5. Установку зимнего комплекта рекомендуется доверять только сертифицированным специалистам, и не следует это делать самому.





В настоящее время кондиционеры пользуются значительной популярностью, и все больше людей обращаются к нашей компании за кронштейнами для своих кондиционеров. Если и вы планируете приобрести этот аксессуар, вам необходимо ознакомиться с основными особенностями его выбора и преимуществами различных типов кронштейнов.
Кронштейны для кондиционеров представляют собой неотъемлемую часть установки данного оборудования. Они служат для надежной фиксации внешнего блоков кондиционера на стене. Правильный выбор кронштейна является важным шагом при установке кондиционера и обеспечивает безопасность его работы.
Существует несколько типов кронштейнов для кондиционеров:


При выборе подходящего кронштейна для кондиционера следует обратить внимание на несколько важных факторов. Во-первых, необходимо учесть вес внешнего блока кондиционера и учесть, что в случае обледенения вес может увеличиться вдвое. Также следует убедиться, что отверстия в кронштейне соответствуют расположению крепежных элементов вашего кондиционера. Важно помнить, что сверлить дополнительные отверстия в кронштейне категорически не рекомендуется, так как это может негативно сказаться на прочности конструкции.
Во-вторых, стоит учесть материал стены, на которой будет устанавливаться кронштейн. Для кирпичных и бетонных стен подойдут все типы кронштейнов, но для стен из легких материалов, таких как пенобетон или газобетон, лучше выбирать более легкие и надежные кронштейны.
В-третьих, необходимо учесть климатические условия региона. Если в вашем районе часто бывают сильные ветры или снегопады, выбирайте более прочные и устойчивые кронштейны.
Также стоит учесть и архитектурные особенности здания. Если у здания есть выступы, балконы или другие элементы, которые могут мешать установке кронштейна, возможно, вам потребуется специальный тип кронштейна или дополнительные крепежные элементы.
И, наконец, не забудьте учесть свои личные предпочтения и бюджет. Некоторые типы кронштейнов могут быть дороже, но они обычно обеспечивают лучшую надежность и долговечность. Другие, более дешевые варианты, могут быть менее надежными, но они могут быть хорошим решением, если вы ищете более экономичный вариант.
В заключение стоит отметить, что выбор правильного кронштейна – это важный этап установки кондиционера, который требует внимания и заботы. Поэтому не стоит спешить с выбором, лучше тщательно изучить все доступные варианты и выбрать тот, который наилучшим образом отвечает вашим потребностям и условиям.
Плоскоовальные (или овальные) воздуховоды вызывают много споров среди профессионалов в вентиляционной сфере. Одни говорят, что это лучшая альтернатива, другие утверждают, что плоскоовальные воздуховоды не будут иметь в будущем широкого распространения.
А пока идет полемика, появляются новые производители «овалов» и эта продукция постепенно занимает свою нишу на рынке вентиляционных изделий.
В настоящее время при строительстве зданий используют воздуховоды круглого, прямоугольного и плоскоовального сечений. Самыми эффективными по праву признаны круглые. В них сопротивление воздуха наименьшее и, следовательно, меньшие потери давления. Кроме того, круглые воздуховоды стоят дешевле прямоугольных и плоскоовальных изделий. Прямоугольные воздуховоды имеют меньшую эффективность, но за счет компактности, их использование имеет широкое распространение при строительстве зданий. Наименее распространены плоскоовальные воздуховоды, при этом они по определенным параметрам превосходят и прямоугольные и круглые воздуховоды.
 Плоскоовальные воздуховоды производят на специальном оборудовании из спирально-навивных круглых воздуховодов. В качестве материала используется оцинкованная сталь. Станок придает круглым воздуховодам плоскоовальную форму посредством растяжки спиральных труб до формы плоского овала с заданными размерами.
Плоскоовальные воздуховоды производят на специальном оборудовании из спирально-навивных круглых воздуховодов. В качестве материала используется оцинкованная сталь. Станок придает круглым воздуховодам плоскоовальную форму посредством растяжки спиральных труб до формы плоского овала с заданными размерами.
Если сравнивать эффективность круглых и плоскоовальных воздуховодов, первенство останется за традиционными круглыми воздуховодами. Но стоит помнить, что, не смотря за значительные потери давления в прямоугольных воздуховодах, они часто приходят на смену круглым благодаря более компактному размещению в пространстве. Плоскоовальные же воздуховоды помимо возможности компактно размещаться там, где круглые воздуховоды занимаю слишком много места, обладают большей эффективностью, чем прямоугольные. Потери давления воздуха в плоскоовальных воздуховодах значительно ниже за счет скругленных углов и меньшей турбулентности воздушных потоков в воздуховоде.
К тому же внешний вид плоскоовальных воздуховодов превосходит обоих своих «конкурентов», что делает их особо ценными при открытом размещении в пространстве.
 Помимо очевидного плюса плоскоовальных воздуховодов — их более высокой эффективности по сравнению с прямоугольными воздуховодами, есть и другие причины по которым плоскоовальные воздуховоды могут заменить «прямоуголку»:
Помимо очевидного плюса плоскоовальных воздуховодов — их более высокой эффективности по сравнению с прямоугольными воздуховодами, есть и другие причины по которым плоскоовальные воздуховоды могут заменить «прямоуголку»:
 Вопрос о включении оборудования в систему плоскоовальных воздуховодов решается возможностью использовать разнообразные переходы с плоскоовального сечения на круг и прямоугольник.
Вопрос о включении оборудования в систему плоскоовальных воздуховодов решается возможностью использовать разнообразные переходы с плоскоовального сечения на круг и прямоугольник.
Несмотря на явные преимущества, плоскоовальные воздуховоды не достаточно востребованы на рынке. Производители не развивают это направление, так как в проектах практически отсутствуют плоскоовальные элементы. Проектировщики в свою очередь не включают «плоскоовалы» в проекты, так как мало предприятий занимается производством плоскоовальных воздуховодов. При этом и те и другие забывают, что плоскоовальная система при грамотном подходе соответствует главному правилу вентиляции — максимальная эффективность системы при ее минимальной стоимости (в условиях, если невозможно использовать систему круглых воздуховодов).
 еские особенности четверти в оконном проеме и его остеклени
еские особенности четверти в оконном проеме и его остеклени
Чтобы разобраться в функциональности конструктивного элемента, рассмотрим сначала что такое четверть в оконном проеме. Технически это небольшой выступ за пределы боковых стенок, может быть в верхней и нижней части с фасадной стороны здания. Разница между вертикальными и горизонтальными элементами заключается в исполнении. Первые собираются из облицовочного материала, верх – бетонная или металлическая перемычка, низ чаще ограничен всего 10 мм.
Название выступов происходит от ¼ части стандартного кирпичного блока. То есть размер относительно стандартного образца составляет порядка 60-65 мм. Сегодня практикуются иные параметры начиная с 20 мм, а также это касается использования различных строительных материалов.
Функциональность
Конструктивно четверть является частью монолитной стены либо декоративной облицовки строения. Изначально выступ формировался для того, чтобы тот удерживал оконный блок от непредвиденного выпадения наружу. Дополнительно с его помощью решается задача по защите монтажного зазора вдоль рамного переплета от ветра, механического воздействия и влаги со стороны природных явлений. Кроме прочего при наличии упора для монтажников заметно упрощается процесс установки систем остекления.

Оконные проемы с четвертью чаще всего встречаются в постройках советского и более ранних периодов. То есть сегодня актуален вопрос замены старых окон на новые. Это мероприятие сопровождается в первую очередь правильными замерами посадочного места для будущего остекления. Именно здесь особенно важно учитывать наличие либо отсутствие и параметры четверти.
Замеры проема без фасадного выступа
Рассмотрим алгоритм действий для проема без существенных геометрических отклонений от прямоугольника/квадрата с близким соответствием граней горизонтальному и вертикальному уровням. Начинается процесс с определения плоскостного положения оконного блока. Как правило, за ориентир берется третья часть от общей глубины проема, которая принимается за наружный откос. При малой толщине несущих стен он считается совместно с рамным переплетом.
Далее определяется средняя высота посадочного места. Здесь за ориентиры принимаются три вертикальных замера: боковые линии и центральная. Конечным результатом является наименьший показатель. По аналогии вычисляется итоговая ширина.

Полученные результаты рассматриваются как основа для конечных расчетов габаритов нового окна. В частности, опираясь на нормативные требования ГОСТа 30971 от 2002 года по всему периметру полученные значения уменьшаются на 40-60 мм для формирования монтажного зазора. Дополнительно может быть снижена высота при условии установки подставочного профиля.
В случаях с крупными отклонениями простенков от уровня выполняются замеры иным путем. Здесь для оптимального вписывания оконного блока определяется за ориентир та или иная геометрическая фигура отличная от прямоугольника/квадрата. После этого расположение рамы выбирается так, чтобы ее углы были максимально равноудалены от каждого простенка.
Особенности замера проемов с четвертью
Выступ должен заходить снаружи на рамный переплет, а с внутренней стороны необходимо при этом соблюдать технически правильную ширину монтажного зазора. И все это одновременно совмещается с соответствием будущего положения оконного блока горизонтальному и вертикальному уровню в двух плоскостях.

Технические ориентиры относительно заступа четверти на оконный профиль выглядят следующим образом:
Перечисленные рекомендации актуальны только в случае формирования стандартного выступа шириной 60-65 мм. А также соблюдаются еще два условия: если проем имеет геометрически правильную или схожую форму, соответствует или близок к показаниям строительного уровня. В иных ситуациях за базовый ориентир принимаются характеристики и параметры основной части посадочного места для остекления. Здесь алгоритмы действий аналогичны процессам замера оконных проемов без четверти.
Создавать фасадные выступы в проеме для остекления можно двумя способами. Первый предполагает использование кирпича или иных блочных материалов. Второй – смещение внутренних откосов в сторону от центральной линии путем выбивания «излишков» или вырезания.

Если планируется формирование четверти посредством кирпичной кладки, то для работы предварительно нужно подготовить блоки правильной формы с точными размерами. В частности, на выступы (кроме нижнего) должна выходить сумма минимально допустимых пределов для монтажного зазора и его перекрывания со стороны фасада. В частности, это 40 мм при строгом соответствии внутренних и наружных простенков горизонтальному и вертикальному уровню. Максимальная ширина также ограничена суммой самого крупного и узкого шва, и глубиной профиля. Здесь ограничения, как правило, рассматриваются в пределах 65 мм. Главное – не перекрыть стеклопакеты четвертями.
Отклонения от рекомендуемых параметров в обоих случаях являются не рациональными решениями. Зауженные четверти с технической и декоративной точки зрения не будут иметь какого-либо значения. Их функциональность будет сведена к завершению кладки.

Излишне широкие выступы полезны только в том случае, если изначально основная часть проема имеет отклонения от уровней и правильной геометрии. С другой стороны, для заполнения монтажных зазоров с превышенной шириной придется использовать больше монтажной пены или штукатурного раствора. Это отразится на расходной смете и сроках окончания комплекса строительных работ.

Когда-то наши дедушки, бабушки, родители брали марлю и фиксировали ее по периметру деревянного окна. Тогда это было единственное решение для защиты от насекомых.
После выхода на рынок пластиковых окон появились модернизированные рамочные конструкции из алюминиевого профиля, пластиковых углов и сеточной ткани.
В статье мы расскажем про разновидности антимоскитных систем, которые встречаются на рынке.
Первым делом возникает ассоциация, что это рамка с натянутым полотном, с единственной задачей – защита от насекомых. Отчасти это так, но на деле немного сложнее.
Изучая сайты продавцов, наверняка заметили, какое разнообразие конструкций они предлагают в зависимости от: конструкции окна, места для установки креплений, есть ли ограничения в виде решеток, куда выходит окно, от чего должно защищать и так далее. От этих деталей зависит, какая конструкция решит поставленные задачи.

Для каждого типа окна (пластиковое, деревянное, алюминиевое) подбирается определенный вид москитки. Далее мы рассмотрим, какие виды москитных сеток для пластиковых окон существуют.
Это бюджетная сетка вида «Стандарт», которую предлагают оконные и сервисные компании. Такой вариант подойдет в том случае, если вы хотите, защитить свой дом только от насекомых. Для этого проем должен обладать всеми техническими возможностями для установки креплений.
Рамка состоит из алюминиевого профиля. Она соединяется между собой углами (пластиковые или металлические), в завершение — натягивается специальный материал.
При выборе данного варианта стоит помнить, что за последнее время его комплектующие сильно удешевили. Это сказалось на сокращении срока эксплуатации.
Устанавливается на все типы окон. Наиболее распространены 4 типа креплений: Z-крепления, штифты, внутренние зацепы, пружинные зацепы.
Замер и установку можно выполнить своими силами. Но лучше эту работу поручить специалисту, который зафиксирует выполнение документально и на фото. Бывает, что самостоятельный замер сделан верно, но никто не посмотрел на отсутствие места для установки креплений. В таком случае приходится все переделывать или ставить другой тип конструкции.
Наша компания первой представила такую москитную сетку на рынке России в 2015 году. По сравнению с обычной рамочной она выделяется за счет своих дополнительных преимуществ.
В целом порядок сборки у них похож. Однако при этом используются комплектующие лучшего качества: толстостенный алюминиевый профиль, пластиковые углы из высокопрочного материала или внутренние алюминиевые углы.
Если Вы задумались над тем, какую москитную сетку выбрать на пластиковые окна, то с уверенностью отвечаем, что данный вид устанавливается в основном именно на такие окна. Для этого дополнительных креплений Вам не понадобится. Пружинные пластины держат сетку в проеме, не нужно сверлить раму окна под крепежи. За удержание полотна в рамке отвечает шнур (как в рамочной сетке вида «Стандарт»).
Она удобна тем, что Вы в любой момент можете освободить световой проем. Такой вариант выбирают для установки в частных домах. Ее не нужно снимать с окна или двери по окончании летнего сезона.
Выполнена из алюминиевых профилей. Полотно намотано на специальный вал с пружиной. Для того чтобы правильно установить его в рабочее положение, вытяните за ручку материал из короба и зафиксируйте в нижней части. Он двигается вверх и вниз по направляющим. Для плавного и безопасного подъема/опускания, у качественных систем предусмотрена гидромуфта торможения.
Также у современных конструкций есть функция фиксации ручки «клик-клак». Она позволят применять систему без нижнего приемного профиля.
Рулонная система устанавливается на все типы окон и дверей.
Распашные сетки устанавливаются на балконные и дверные проемы. Система выполнена из алюминиевой рамы. Крепится на петли: стандартная и с доводчиком закрывания. Возможна установка всех типов полотен.
На рынке представлены несколько вариантов дверных систем. Они отличаются конструктивными особенностями и, конечно, ценой. При выборе рекомендуем исходить из места установки. Если Вам нужна установка на балконную дверь, достаточно поставить бюджетную систему 25х17.
Если установка планируется на дверь с частой проходимостью, выбирайте европейскую систему. Она предусматривает режим частых открываний/закрываний. При необходимости в нижней части дверной сетки можно установить специальную пластину, чтобы открывать её ногой и при этом не повредить сам материал.
Работает по принципу шкафа-купе. Рама легко и плавно двигается по световому проему по направляющим. Собирается из алюминиевого профиля.
Какие бывают москитные сетки раздвижные? Можно выделить 2 типа таких конструкций, котрые зависят от того, в какое место планируется установка:
Современная москитка, которая все больше набирает популярность у потребителей. Корпус плиссе выполнен из алюминия. Плиссированное полотно собирается в гармошку.

В зависимости от типа открывания, она двигается горизонтально или вертикально.
Подробнее о типах открывания читайте в статье «Что такое москитная сетка плиссе».
Отмечается, что плиссе почти не имеет каких-либо ограничений, на какие проёмы устанавливать. Она удобна тем, что установить ее можно как на стандартные или мансардные окна, так и на двери, большие раздвижные порталы, бассейны, беседки.
По желанию заказчика выполняется в разных цветовых решениях, а также фактуре дерева. Размеры: 6 метров шириной и 3,4 метра высотой.
Плиссе обладает высокой степенью прочности. Однако ее надежность будет зависеть от страны-производителя. Всегда уточняйте этот момент у менеджера.
Современные сайты по их продаже пестрят разнообразием ассортимента. С чего нужно начать, если перед вами стоит задача, как выбрать москитную сетку на пластиковое окно?
Для начала осмотрите свой проем, куда планируете установить конструкцию, и определите ряд моментов:
От этих деталей зависит, какой вариант подойдет под ваши задачи.
Ответьте себе на несколько вопросов, чтобы выбирать ее под свою задачу:
Фурнитура – это набор элементов окна, которые отвечают за открывание и закрывание створки окна. Она обеспечивает герметичность закрытого окна. Правильно подобранная оконная фурнитура является одной из важнейших составляющих качественного окна и от нее зависит долгий срок эксплуатации пластиковой конструкции.

Фурнитура состоит из множества элементов, основными из них являются:
Фурнитура бывает двух видов:
Дискретная фурнитура – это несвязанная между собой конструкция, состоящая из отдельных элементов, которые находятся в разных точках окна.
Периметральная фурнитура – это конструкция, представляющая собой целостный механизм. Она дает возможность закрыть створку в нескольких точках одновременно, используя только одну ручку.
Периметральная фурнитура в своей базовой комплектации имеет следующие элементы:
В настоящее время фурнитура позволяет нам открывать окно в нескольких режимах:
Для многих людей это и есть основные функции, которые она выполняет, однако хорошая фурнитура обладает гораздо большим набором функции:
Фурнитура, как и любой другой механизм, требует постоянного ухода. Для этого ее необходимо периодически смазывать маслом (без содержания смолы и кислоты) и осматривать все подвижные элементы на наличие дефектов.
Однако стоит отметить, что со временем из окон может сквозить. Это не значит, что вам установили некачественные пластиковые окна. В подавляющем большинстве случаев фурнитуру просто нужно отрегулировать и проблема устраниться.
Соблюдая эти несложные правила ухода и регулировки, окна прослужат вам долгие годы и не доставят никаких проблем.
Откосы — участки оконного проема, которые обрамляют окно изнутри и снаружи. Они позволяют закрыть швы вокруг рамы и облагородить торцы стен.
Откосы могут быть:

Вот какие функции выполняют откосы.
Сохраняют в помещении тепло. Откосы перекрывают монтажный шов и охраняют его от холодного воздуха с улицы. Даже если в монтажной пене есть дыры, откос поможет сберечь тепло. Кроме того, если монтажную пену не закрыть снаружи, за несколько лет от действия ультрафиолета она начнет рассыпаться, что ухудшит теплоизоляцию шва.
Улучшают шумоизоляцию. В основном эту функцию выполняют внешние откосы. Перекрывая монтажный шов, они снижают слышимость. Но если само окно низкого качества и хорошо пропускает шум, откосы большой разницы не сделают.
Защищают от проникновения влаги. Если не закрыть швы, на них будет воздействовать дождь, а зимой — снег. Влага, попавшая в шов, в морозы обледенеет. Это может навредить монтажной пене и раме.
Выполняют декоративную функцию. Облицованное откосами окно смотрится красиво и законченно. В противном случае дом внешне напоминает недострой. Откосы придают аккуратный вид даже старым оконным блокам, особенно если все сделано в едином стиле.
Упрощают уход за окнами. Откосы обычно делают из гладкого материала, который легко мыть. Их протирают во время мытья окон — например, раз в год.
Маскируют недостатки. С помощью откосов закрывают не только некрасивый шов пены, но и огрехи монтажа или самой конструкции дома. Например, если нарушена геометрия оконного проема, за счет откосов можно все вывести в плоскость.

Долговечность. Срок службы внутренних откосов обычно сопоставим с долговечностью отделки комнат — порядка десяти лет. Так или иначе, за это время назревает необходимость освежить ремонт или сменить морально устаревший интерьер. Вместе с этим меняются и откосы.
Срок жизни внешних откосов — как у фасада. В зависимости от материалов, как правило, не менее 20 лет.
Прочность. О внутренний откос может удариться створка окна, или его заденут локтем. Также он должен быть устойчив к химическим средствам, которые используют для мытья окон. Внешние же откосы мочит дождь и снег, по ним может ударять град, и они должны все выдерживать.
Ремонтопригодность. Это особенно важно для внутренних откосов. Например, если пластиковый откос дал скол, панель придется менять. Деревянный можно зашпаклевать в тон дереву, но это будет заметно, поэтому полотно также обычно меняют. А вот штукатурный и гипсокартонный можно привести в порядок через оштукатуривание и шпаклевание поврежденного места.
Пожарная безопасность. В основном это касается внешних откосов на вентилируемом фасаде . Откосы из негорючего материала, например металлические, могут выполнять функцию противопожарной отсечки — разделять фасад на отсеки, сдерживая распространение огня.


Материал откосов часто совпадает с материалом стен: например, все из гипсокартона. Но часто из соображений практичности или дизайна берут разные материалы. Например, в квартире часто ставят пластиковые откосы, так как они аккуратно стыкуются и просты в уходе.
Штукатурка. Используют для наружных и внутренних откосов. Такой откос тяжело повредить, он долго служит, а любые повреждения легко починить — заделать штукатуркой и покрасить. Откос можно мыть, если использовали влагостойкую краску.
Делают штукатурный откос так: наносят ровный слой штукатурки или известковой смеси с цементом, грунтуют и красят. В среднем для обработки откоса окна уйдет два-три килограмма штукатурной смеси. Работа по оштукатуриванию откосов обходится в 400—800 ₽ за погонный метр. А с учетом подготовки под покраску и окрашивания — примерно вдвое выше.
Стоимость откосов под ключ: 2000—3000 ₽ за погонный метр.

Штукатурные откосы дорогие, так как делать их сложно. Лучше поручать эту работу штукатурам, а не установщикам окон. Ведь если сделать не по технологии, могут пойти трещины.
Дело в том, что у оконной рамы и штукатурки разный коэффициент расширения при температурных перепадах. И если будет прямое примыкание откоса к раме, рано или поздно штукатурка треснет. Поэтому между материалами устанавливают специальный профиль примыкания с резиновым уплотнителем, который компенсирует давление материалов друг на друга. Профиль клеят прямо на раму. На нем есть сетка, которая дополнительно армирует штукатурный слой. При таком монтаже трещин не будет.


Сэндвич-панели ПВХ. Такие откосы обычно устанавливают оконные компании в комплексе с услугой по замене окон. Пластиковые откосы стоят дешево, монтируются легко и быстро. Их используют как для внутренних, так и для наружных откосов.
Средняя цена материала — 800—1500 ₽ за погонный метр. Стоимость работ — от 500 ₽ за метр. Итого под ключ откос обойдется в 1500—2000 ₽ за погонный метр.
Основной плюс сэндвич-панелей — энергоэффективность. В их основе — вспененный утеплитель, на который наклеен лицевой декоративный пластик. Так что этот вариант отделки, пожалуй, самый теплый.
К минусам я отношу низкую ремонтопригодность. При повреждениях и от агрессивных моющих средств откос может потерять презентабельный вид. Порезы, царапины и вмятины устранить не удастся — только с заменой откоса.
Спутники ПВХ-откосов — пластиковые уголки, которые закрывают стык откоса и стены. А также стартовый пластиковый профиль в месте примыкания к раме. Они выглядят неэстетично и многим не нравятся.

Камень. Внутри иногда делают откосы из искусственного камня, снаружи — кирпичные или из облицовочного камня. Каменная отделка смотрится благородно и монументально, а поверхность не надо предварительно выравнивать. Такой откос прочен, долговечен и устойчив к огню.
Правда, камень непросто резать и стыковать, да и сам материал недешевый. Так, стеновая панель из кварцевого агломерата стоит от 10 000 ₽ за м², а натуральный камень на фасад — 1000—5000 ₽ за м².
Монтаж натурального камня — от 1200 ₽ за м². Из-за сложности установки и стоимости материала каменные откосы под окно 1,4 × 1,4 м под ключ выйдут 16 000—18 000 ₽ за погонный метр. Самому сделать такой откос без хорошего инструмента и сноровки не получится.


Металл. Откосы из металла обычно делают снаружи. Например, их часто используют при реновации, когда в старом доме меняют оконные блоки и надо сделать аккуратные примыкания к уже существующему фасаду. В частном домостроении металлические откосы часто ставят на барнхаусах, где на фасаде используют металлическую облицовку из фальцевых панелей.
Металлические элементы для откоса обычно заказывают на производстве уже в размер и окрашенными в нужный цвет — по палитре RAL. Резать и красить металл на месте — непростая задача. При резке металл легко погнуть, а если орудовать болгаркой, получится грубый шов, который со временем начнет ржаветь.
Сделанные в цеху откосы более качественные и долговечные. Средняя цена материала — 400—900 ₽ за погонный метр. Монтаж стоит от 500 ₽ за метр. Итого под ключ — 900—1500 ₽ за погонный метр.



Дерево. Чаще всего выбирают для деревянных домов, но подойдет и для других видов фасадов — например, из винилового или фиброцементного сайдинга. Дерево экологично, легко в обработке и смотрится благородно.
Для защиты от погодных факторов дерево покрывают лаком или укрывистой краской. Так как это «живой» материал, доски могут менять геометрию от температуры и влажности, выделять смолу и трескаться. Поэтому для откосов лучше использовать материал камерной сушки или брать клееную древесину. Также лучше подходят твердые породы древесины, например дуб или лиственница.
Также древесина различается по сортам, и для откосов следует подобрать полотно без изъянов — выпавших сучков и трещин. Поэтому важно самому выбрать материал в магазине или на пилораме.
Для откосов хорошо подходят строганная доска или мебельный щит толщиной два сантиметра. Средняя цена материала — 500—2000 ₽ за погонный метр, если не рассматривать элитные сорта древесины, которые могут стоить в два-три раза дороже.
Работы по монтажу откосов — от 500 ₽ за метр. Итого под ключ — 1000—2500 ₽ за погонный метр.


Гипсокартон. Такой вариант подходит только для внутренних откосов. Его любят мастера-универсалы, так как это быстро, недорого и первое время выглядит аккуратно.
Когда окна со стеклопакетами только появились, откосы из гипсокартона были нормой, но лишь потому, что не было сэндвич-панелей. Сейчас с практической точки зрения этот вариант не актуален и уходит в прошлое. Проблема с материалом в том, что он хрупкий и может впитывать влагу. А у окна часто скапливается конденсат, что может повредить отделку. Поэтому на откосы берут влагостойкий гипсокартон — зеленого цвета.
У гипсокартона есть и преимущества перед сэндвич-панелями:
Сам гипсокартон недорогой и обойдется менее чем в 100 ₽ за погонный метр. Но откос еще нужно зашпаклевать, зашкурить и покрасить. Также в месте стыковки стены и откоса для аккуратности и прочности ставят перфорированный металлический уголок. Работы по монтажу стоят от 500 ₽ за метр, а все под ключ — 800—1000 ₽ за погонный метр.


Керамическая плитка. Этот материал обычно используют для отделки окон в санузле. То есть он актуален для частных домов, а в квартирах встречается редко.
Плитка — прочный, долговечный и практичный вариант, который легко моется. Но монтаж непростой, плитку тяжело резать, а также нужно затирать швы. На работы придется привлекать плиточника.
В месте стыковки откоса и стены плиточники обычно используют пластиковый уголок, что упрощает монтаж, но портит внешний вид. Чтобы состыковать материал нужна качественная плитка и профессионал с хорошим инструментом. Это будет стоить дороже.
Средняя цена за работу — 900—1500 ₽ за метр. Плитка и затирка зависят от качества материалов, но в среднем стоят 800—1000 ₽ за погонный метр. Итого откос из плитки под ключ — 1700—2500 ₽ за погонный метр.

Ламинат. Из-за боязни влаги и перепадов температуры материал не подойдет для кухни и ванной, но в других помещениях так делают. Ламинат может хорошо сочетаться с напольным покрытием, за ним легко ухаживать. Но состыковать откосы и аккуратно отделать примыкание к стене непросто.
В среднем откос из ламината с аккуратным наличником под ключ обойдется в 1500—2000 ₽ за погонный метр.

Если не соблюдать технологию установки и сделать все абы как, откос не прослужит долго, вне зависимости от используемого материала. Ошибки в монтаже чреваты трещинами, появлением конденсата и плесени, разрушением откоса.
Технология установки. Особое внимание уделяют примыканию откоса к окну. Как правило, откосы чуть заходят на ширину рамы, а не утапливаются под нее в слой монтажной пены. Такой откос получится неаккуратным и холодным.
Если это гипсокартонные, каменные, деревянные или сэндвич-панели, их крепят к стене через бруски. Это позволяет задать вертикаль и горизонталь откосов, а также дает необходимую толщину, чтобы он заходил на раму. Образовавшуюся полость с обратной стороны откоса запенивают, и он получается теплым.
Со штукатурным и кафельным откосом используют стартовый профиль с демпферным материалом, чтобы компенсировать давление материалов друг на друга. А в месте примыкания со стеной ставят перфорированный металлический уголок, который дает прочность и аккуратный вид. Такой же используют в гипсокартонном откосе. В случае с плиткой берут пластиковый уголок или аккуратно стыкуют плитки с помощью спилов под 45 градусов.


Для панельных материалов — ламината, пластика, дерева и металла — место примыкания со стеной облагораживают наличниками или накладными уголками из пластика, дерева или металла.
С откосами ПВХ важно обратить внимание на толщину лицевого пластика. Желательно, чтобы она была не менее 0,8 мм. В строительных магазинах часто продают панели с толщиной пластика около 0,4 мм — их можно порезать даже ногтем. Такие панели не будут долго служить.
Гипсокартон важно брать влагостойкий и толщиной от 10 мм. Его крепят на саморезы, наносят слой финишной шпаклевки и ошкуривают, чтобы добиться ровной и гладкой поверхности. После этого грунтуют и красят.


Влияние откосов на естественное освещение. Если в помещение поступает мало света, откосы делают с углом более 90 градусов, то есть на расширение. Окна с такой разверткой добавят света: он будет лучше отражаться. Также для этого стоит использовать светлые откосы.
Подоконник. Он необязательно должен быть из того же материала, что и откосы. В основном используют подоконники из ПВХ с пленочным покрытием: они легко моются, а пленка противостоит царапинам и ударам. Такой подоконник на стандартное окно будет стоить 2000—3000 ₽. Монтаж — от 500 ₽.

Реже подоконники делают деревянными или каменными. Подоконниками из камня обычно занимаются узкоспециализированные компании, которые делают кухонные столешницы. Средняя цена: 4000—8000 ₽. Под ключ — 5000—9000 ₽.
Что касается деревянных, желательно брать твердые породы древесины и клееный материал — например, мебельный щит толщиной от двух до четырех сантиметров. Такой материал более стабилен и не поменяет геометрию из-за перепадов влажности и температуры. Средняя цена: 4000—5000 ₽, с установкой — 5000—7000 ₽.


Приведем основные характеристики, сложность монтажа и стоимости в сводной таблице.
| Штукатурка | Камень | Металл | Дерево | Сэндвич-панели ПВХ | Гипсокартон | Керамическая плитка | Ламинат | |
|---|---|---|---|---|---|---|---|---|
| Для наружных откосов | ✅ | ✅ | ✅ | ✅ | ✅ | ❌ | ✅ | ❌ |
| Для внутренних откосов | ✅ | ✅ | ✅ | ✅ | ✅ | ✅ | ✅ | ✅ |
| Легкий монтаж | ❌ | ❌ | ❌ | ✅ | ✅ | ✅ | ❌ | ❌ |
| Нужна ли финишная обработка | ✅ | ❌ | ❌ | ✅ | ❌ | ✅ | ❌ | ❌ |
| Прочность | ✅ | ✅ | ❌ | ✅ | ❌ | ❌ | ✅ | ✅ |
| Влагозащита | ❌ | ✅ | ✅ | ❌ | ✅ | ❌ | ✅ | ❌ |
| Ремонтопригодность | ✅ | ❌ | ❌ | ✅ | ❌ | ✅ | ❌ | ❌ |
| Простота ухода | ✅ | ✅ | ✅ | ❌ | ✅ | ❌ | ✅ | ✅ |
| Цена под ключ за погонный метр | От 2000 ₽ | От 16 000 ₽ | От 900 ₽ | От 1000 ₽ | От 1500 ₽ | От 800 ₽ | От 1700 ₽ | От 1500 ₽ |
Пока, при покупке окон, пытаешься разобраться в профилях, стеклопакетах и фурнитуре, на подоконники обычно не остается моральных сил и они выбираются по принципу «Белый? Новый? Ну и отлично».
А зря. Подоконники бывают разные и, в зависимости от ваших бытовых привычек и вкусовых предпочтений, этот выбор может быть как в десятку, так и полным разочарованием.
Давайте разбираться.

Если вы выбираете между качественным деревянным подоконником (например, Тектон) и пластиковым (Витраж, Danke, Moeller), то это, по большому счету, вопрос вкуса и финансовых возможностей. Так как современные деревянные подоконники, в отличие от их советских предшественников, сделаны по совсем другой технологии и с ними со временем не произойдут все те метаморфозы: от деформации, до растрескивания.
Просто определитесь, к чему тянет больше – к натуральному дереву или качественному экологичному пластику, который, кстати, может быть выполнен под дерево.

Все мы разные и подоконники используем по-разному.
Если вы поклонник минимализма и идеальный подоконник для вас – это пустой подоконник, на котором ничего не стоит и никто никогда не сидит, то можете смело выбирать самый простой и бюджетный пластиковый подоконник (например, Витраж российского производства).

Если подоконник для вас – это прежде всего функциональный предмет интерьера, на котором может стоять всё: от горшков с цветами, до микроволновки, то лучше выбирать более износостойкие варианты, которые легко отмываются и максимально устойчивы к царапинам и влаге (например, немецкие подоконники Данке и Меллер или привычные Витраж, но с акриловым VPL покрытием).
При наличии детей эти подоконники тоже незаменимы – с них отлично оттираются фломастеры и прочее творчество.

Если подоконник планируется, как продолжение стола или рабочей зоны на кухне, тоже лучше выбирать между Данке и Меллер.

Если подоконник – это любимое место посиделок, а иногда вы даже планируете вставать на него и вы не миниатюрная балерина, то лучше выбирать варианты с жесткой конструкцией, выдерживающие большие нагрузки. Лучше всего пойдет Moeller и также неплох Danke, если вы будете испытывать подоконник на прочность без фанатизма и спортивных рекордов.

Пластиковые подоконники могут быть матовыми и глянцевыми. Матовые – привычный и популярный вариант. Но не бойтесь глянца, это не тот случай, когда подоконник – радость криминалиста. На глянцевых подоконниках не видно отпечатки пальцев и другие следы. Ухаживать за ними так же просто, как и за матовыми.
Глянцевый подоконник отражает свет и визуально увеличивает пространство.

Да, белый подоконник – это беспроигрышная классика, но иногда есть смысл расширить привычные визуальные границы и выбрать что-то более интересное, сделав банальное окно красивым акцентом в интерьере.
Пластиковый подоконник может имитировать камень или древесину и делает это настолько успешно, что иногда не с первого раза можно определить, где натуральный камень, а где имитация.

Самые богатые на выбор декоров немецкие подоконники Данке (16 цветов) и Меллер (22 цвета). Чуть меньше выбор у подоконников Витраж (9 цветов).
Все три подоконника – хороший выбор, но, в зависимости от того, как вы планируете эксплуатировать подоконник, этот выбор надо делать чуть тщательнее, опираясь на их технические особенности.
Витраж (Россия) – качественные и практичные пластиковые подоконники, устойчивые к царапинам, УФ излучению и влаге. Это самый бюджетный вариант. Такие подоконники менее прочные и износостойкие, чем их европейские конкуренты Данке и Меллер. Они более пористые, хуже отмываются, могут оставаться следы от цветочных горшков и возникать трещины от большой нагрузки (вес человека). Поэтому если вы планируете подоконником только любоваться и протирать пыль, то Витраж – отличный выбор. Если в планах его активная эксплуатация, то лучше посмотреть в сторону более прочных вариантов.

Подоконники Витраж представлены в 9 матовых декорах
Danke (Данке, Германия) – подоконники премиум-класса со сверхпрочным покрытием Elesgo. Они дороже, чем Витраж, но и превосходят его по всем характеристикам. Высокая устойчивость к появлению царапин и пятен. Высокая термостойкость, влагостойкость и паростойкость. На такой подоконник можно уронить зажженную сигарету и ему ничего не будет.

Подоконники Danke представлены в 16 матовых и глянцевых декорах
Moeller (Меллер, Германия) – еще одни высококачественные подоконники премиум-класса, которые имеют в своем составе ПВХ и древесную муку. Стенки и перегородки в 1,5-2 раза толще, чем у других пластиковых подоконников. Меллер так же, как и Данке устойчив к царапинам, УФ излучению и влаге, но имеет еще более жесткую и прочную конструкцию, выдерживающую большие нагрузки.

Подоконники Moeller представлены в 22 матовых и глянцевых декорах
Если никакие преимущества и практичность пластиковых подоконников для вас не аргумент, так как тянет исключительно на что-то натуральное, или, если вы выбрали не пластиковое окно, а деревянное, то роскошные натуральные деревянные подоконники Тетон – лучший выбор.
Лицевая поверхность такого подоконника — слой натурального шпона лиственницы или дуба. Основа — специальная формоустойчивая плита из хвойных пород дерева. Технологические пропилы в древесине и прочные слои березового шпона создают прочную и надежную конструкцию, которая абсолютно не подвержена рассыханию и деформации.

Большой выбор профилей и декоров деревянных подоконников Тектон позволяют создать неповторимый дизайн окна.

Выбирайте подоконник грамотно, в соответствии со своими потребностями и бытовыми привычками, чтобы не пришлось в скором будущем, после замены окна, разочароваться в его качестве.

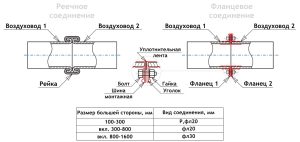
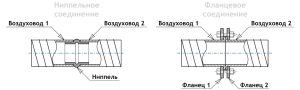



 2️⃣ 5️⃣ 4️⃣
2️⃣ 5️⃣ 4️⃣ 3️⃣ 2️⃣ 2️⃣
3️⃣ 2️⃣ 2️⃣ 4️⃣ 1️⃣ 1️⃣
4️⃣ 1️⃣ 1️⃣ 5️⃣ 4️⃣ 5️⃣
5️⃣ 4️⃣ 5️⃣ 6️⃣ 6️⃣ 6️⃣
6️⃣ 6️⃣ 6️⃣


